
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологические методы защиты от коррозии НПО.⇐ ПредыдущаяСтр 12 из 12
Комплекс технологических мероприятий по предотвращению коррозии внутренних и внешних поверхностей ОК сводится к следующему: Во всех случаях, когда ОК пересекает агрессивные водоносные горизонты. Тщательно цементируется затрубное пространство до устья скважины. Для этого используется цемент высокого качества (тампонажный-700). Применяются специальные буферные жидкости с высоким PH, или добавляют реагенты с растворенным в воде кислородом.
Защита внутренней поверхности ОК при добыче сильно агрессивной нефти сводится к мероприятиям, предотвращающим воздействия большого давления газовой среды в межтрубном пространстве. С этой целью в скважине ставят пакер или заполняют надпакерное пространство неагрессивной нефтью. Колонна должна быть герметична и в резьбовых соединениях применяют смазки (герметики). В скважинах где межтрубное пространство заполнено агрессивной жидкостью, следует разгружать НКТ. Это мероприятие позволяет снизить механическую нагрузку на колонну НКТ, что в свою очередь уменьшит кол-во обрывов колонны из-за снижения прочности металла. В нефтяных скважинах где добывают сероводородсодержащую нефть, особое внимание уделяют выбору к этой среде насосных штанг. При свинчивании штанг необходимо обеспечить нужный момент затяжки, предотвращающий саморазвинчивание. Также используют графитовые смазки. 74. Электрохимическая коррозия. Механизм протекания на границе «Металл - электролит». Сущность катодной защиты. Коррозия металлов – это процесс, вызывающий разрушение металла или изменение его свойств в результате химического либо электрохимического воздействия окружающей среды. Электрохимическая коррозия - взаимодействие металла с кор-ой электро-проводящей средой при котором ионизация атомов металла и восстановление окислительного комп-та кор-ой среды, протекает не в одном акте и их скорость зависит от величины элем-ого потенциала металла. Термином «электрохимическая коррозия» объединяют следующие виды коррозионных процессов: коррозия в электролитах – коррозия металлов в жидких средах, проводящих электрический ток (вода, растворы кислот, щелочей, солей);
почвенная коррозия – коррозия подземных металлических сооружений под воздействием почвенного электролита; электрокоррозия – коррозия металлических сооружений под воздействием блуждающих токоа; атмосферная коррозия – коррозия металлов в атмосфере воздуха или другого газа, содержащего пары воды; биокоррозия – коррозия, вызванная жизнедеятельностью микроорганизмов, вырабатывающих вещества, ускоряющие коррозионные процессы; контактная коррозия – коррозия металлов в присутствии воды, вызванная непосредственным контактом двух металлов. Процесс коррозии начинается с поверхности металлического сооружения и распространяется вглубь него. По результатам осмотра поверхности сооружения можно судить об интенсивности и характера коррозионного разрушения конструкции. Различают сплошную и местную коррозию. В первом случае продуктами коррозии покрыта вся поверхность, находящаяся в контакте с коррозионной средой. Сплошная коррозия может быть равномерной – протекающей с одинаковой скоростью по всей поверхности, и неравномерной – протекающей с неодинаковой скоростью на различных участках поверхности металла (например, коррозия углеродистой стали в морской воде). Местная коррозия – это окисление металла на отдельных участках металлической поверхности. Она может быть следующих видов. пятнами (глубина повреждения много меньше его диаметра); язвенная (глубина повреждения примерно равна его диаметру); точечная (глубина повреждения много больше его диаметра); подповерхномтная (коррозионный процесс идёт под слоем неповреждённого металла); структурно-избирательная (разрушается какой-то один компонент сплава); межкристаллическая (коррозионное разрушение имеет место на границе между кристаллами); коррозионное растрескивание (коррозионно-механическое воздействие приводит к образованию трещин в металле). Очевидно, что местная коррозия более опасна, чем сплошная. В зависимости от вида коррозии её скорость оценивают по-разному. Так, скорость сплошной равномерной коррозии определяют по потере металла за единицу времени с единицы поверхности. Скорость язвенной, точечной, межкристаллической коррозии характеризуют увеличением глубины коррозионного повреждения в единицу времени. Показателем скорости структурно-избирательной коррозии является изменение прочности металла (например, временного сопротивления) в единицу времени.
Основной причиной коррозии металла трубопроводов является термодинамическая неустойчивость металлов. Подавляющее большинство металлов в земной коре находится в связанном состоянии в виде окислов, солей и других соединений. Причина этого явления состоит в термодинамической неустойчивости металлов. Сущность катодной защиты.
Источником постоянного тока является станция катодной защиты 3, где с помощью выпрямителей переменный ток преобразуется в постоянный от вдольтрассовой ЛЭП 1, поступающий через трансформаторный пункт 2. Отрицательным полюсом источник с помощью кабеля 6 подключён к защищаемому трубопроводу 4, а положительным – анодному заземлению 5. При включении источника тока электрическая цепь замыкается через почвенный электролит. Принцип действия катодной защиты аналогичен процессу электролиза. Под действием положительного электрического поля источника начинается движение полусвободных валентных электронов в направлении «анодное заземление» - источник тока – защищаемое сооружение. Теряя электроны, атомы металла анодного заземления переходят в виде ион-атомов в раствор электролита, т.е. анодное заземление разрушается. Ион-атомы подвергаются гидрации и отводятся вглубь раствора. У защищаемого же сооружения вследствие работы источника постоянного тока наблюдается избыток свободных электронов: создаются условия для протекания реакций кислородной и водородной деполяризации, характерных для катода. Установлено, что минимальный защитный потенциал стальных сооружений уложенных в песчаных и глинистых грунтах, изменяется от 0,72 до –1,1 В по медно-сульфатному электроду сравнения (МСЭ). Однако стальные подземные сооружения становятся защищёнными на 80-90% уже в том случае, когда их потенциал равен –0,85 В. эта величина принята в качестве минимального защитного потенциала, которым необходимо поддержать на защищаемом сооружении. Протекторная защита. Принцип действия протекторной защиты аналогичен работе гальванического элемента (рис).
Рис. 14. Схема протекторной защиты: / — протектор; 2 — стальной сердечник; 3 — актизатор; 4 — хлопчатобумажный мешок; 5—соединительный кабель; 6 — контрольно-измерительная колонка; 7 — трубопровод Два электрода: трубопровод 1 и протектор 2, изготовленный из более электроотрицательного металла, чем сталь, опущены в почвенный электролит и соединены проводником 3. так как материал протектора является более электроотрицательным, то под действием разности потенциалов происходит движение электронов от протектора к трубопроводу по проводнику 3. одновременно ион-атомы материала протектора переходят в раствор, что приводит к его разрушению. Сила тока при этом контролируется с помощью контрольно-измерительной колонки 4. Таким образом, разрушение металла всё равно имеет место. Но не трубопровода, протектора. Теоретически для защиты стальных сооружений от коррозии могут быть использованы все металлы, расположенные в электрическом ряду напряжений левее железа, так они более электроотрицательны. Практически же протекторы изготавливаются только из материалов, удовлетворяющих след. требования: разность пот-ов мат-ов протектора и железа (стали) должна быть как можно больше, ток, получаемый при эл-ом растворении единицы массы протектора (токоотдача), должен быть максимальным.
75. Смазочные материалы. Назначение. Классификация. Основные параметры и свойства смазочных ма-териалов. Материалы, способствующие уменьшению силы трения и износу трущихся поверхностей, увеличению нагрузочной способности механизмов, называют смазочными материалами. Смазочные материалы широко применяются в современной технике, с целью уменьшения трения в движущихся механизмах (двигатели, подшипники, редукторы, и.т д), и с целью уменьшения трения при механической обработке конструкционных и других материалов на станках (точение, фрезерование, шлифование и т. д.). В зависимости от назначения и условий работы смазочных материалов (смазок), они бывают твёрдыми (графит, дисульфид молибдена, иодид кадмия, диселенид вольфрама, нитрид бора гексагональный и т. д.), полутвёрдыми, полужидкими (расплавленные металлы, солидолы, консталины и др), жидкими (автомобильные и другие машинные масла), газообразными (углекислый газ, азот, инертные газы). По происхождению или исходному сырью различают такие смазочные материалы: - минеральные, или нефтяные, являются основной группой выпускаемых смазочных масел (более 90 %). Их получают при соответствующей переработке нефти. По способу получения такие материалы классифицируются на дистиллятные, остаточные, компаундированные или смешанные; - растительные и животные, имеющие органическое происхождение. Растительные масла получают путем переработки семян определенных растений. Наиболее широко в технике применяются касторовое масло. - животные масла вырабатывают из животных жиров (баранье и говяжье сало, технический рыбий жир, костное и спермацетовые масла и др.).
Основные параметры. Основными характеристиками общими для всех жидких смазочных материалов являются: · вязкость; · температура застывания; · температура вспышки; · кислотное число. Вязкость - одна из наиболее важных характеристик смазочного материала, во многом определяющая силу трения между перемещающимися поверхностями, на которые нанесен смазочный материал. Значение вязкости смазочного материала всегда указывается при конкретном значении температуры, как прави ло, при 40 °С. Температура застывания (точка утечки) - самая низкая температура, при которой масло растекается под действием силы тяжести. Понятие температуры застывания используется для определения прокачиваемости масла по трубопроводам и возможности смазки узлов трения, работающих при пониженной температуре. Под температурой застывания масла подразумевается температура, при которой масло, помещенное в пробирку и наклоненное под углом 45°, не изменяет своего уровня в течение одной минуты.Температура застывания должна быть на 5... 7 °С ниже той температуры, при которой масло должно прокачиваться. Температура вспышки - самая низкая температура, при которой масло воспламеняется при воздействии на него пламени. Температуру вспышки паров масла необходимо знать при подаче масла к узлам трения, работающим при повышенной температуре. Температуру вспышки определяют в открытом или закрытом тигле. Обычно в справочниках указывается температура вспышки паров масла в открытом тигле.
Кислотное число - мера содержания в масле свободных органических кислот. Кислотное число определяется количеством миллиграмм гидроксида калия (КОН), необходимым для нейтрализации всех кислых компонентов, содержащихся в 1 г масла. При старении масла кислотное число повышается. Во многих случаях это число является основным показателем для смены масла в циркуляционных смазочных системах. При выборе жидких смазочных материалов для конкретных условий работы руководствуются следующими характеристиками: · индекс вязкости - оценка изменения вязкости смазочного материала в зависимости от изменения температуры; · окисляемость - оценка способности масла вступать в реакцию с кислородом. Стойкость к окислению - показатель стабильности того или иного масла; · экстремальное давление (ЕР) - мера качества прочности масляной пленки, используется для характеристики смазочных материалов тяжело нагруженных поверхностей трения; · заедание (Stick-slip) - оценка способности смазочного материала предотвращать скачки или неустойчивое движения силового стола или каретки станка даже при крайне низких скоростях. Срок службы смазочного масла зависит от скорости накопления в нем вредных примесей и его старения Пластичные (консистентные) смазочные материалы. Представляют собой нефтяные или синтетические масла с добавлением многофункциональных присадок и загустителя, в качестве которого используются мыла высших сортов жирных кислот, твердые углеводороды (церазины, парафины), силикагель и сажа, относящиеся к термостойким загустителям и др. Пластичные смазочные материалы применяют в следующих случаях: · для тяжелонагруженных подшипников скольжения, работающих при небольших скоростях в условиях граничного трения с частыми реверсами или в повторно-кратковременном режиме; · когда смазочный материал кроме основного назначения используется как уплотняющий для предохранения поверхности от попадания загрязнителей из окружающей среды; · для создания защитной масляной пленки на поверхности трения при длительных остановках; · в узлах трения, доступ к которым затруднен или которые могут работать длительное время без пополнения смазки; · при необходимости одновременного использования смазочного материала для консервации и смазки механизма. Основные характеристики пластичных смазок: · вязкость; · предел прочности на сдвиг; · температура каплепадения; · число пенетрации. Вязкость пластичных смазочных материалов, в отличие от смазочных масел, зависит не только от температуры, но и от скорости деформации. Значение вязкости пластичного смазочного материала, определенное при заданной скорости деформации и температуре, является постоянным и называется эффективной вязкостью. Предел прочности на сдвиг - минимальное напряжение сдвига, которое вызывает переход смазки к ее вязкому течению. Предел прочности на сдвиг характеризует способность смазки удерживаться на движущихся деталях, вытекать и выдавливаться из негерметизированных узлов трения. Температура каплепадения - температура, при которой смазка утрачивает свою густую консистенцию и переходит в состояние жидкой смазки (температура, при которой падает первая капля). Обычно пластичную смазку применяют при температурах на 15... 20 °С ниже температуры каплепадения. Число пенетрации определяет степень загустения пластичного смазочного материала, которая по ГОСТ5346-78 определяется глубиной погружения в смазочный материал стандартного конуса пенетрометра за 5 с при температуре 25 °С и общей нагрузке 150 г и выражается в десятых долях миллиметра.
|
|||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 1024; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.202.167 (0.026 с.) |
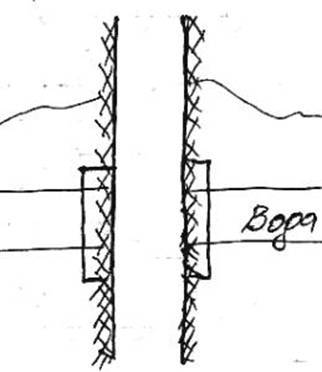 При этом тщательно контролируется качество тампонажных работ. При обнаружении перетока воды из одного горизонта в другой принимают методы его ликвидации.
При этом тщательно контролируется качество тампонажных работ. При обнаружении перетока воды из одного горизонта в другой принимают методы его ликвидации.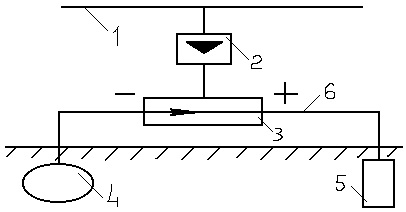 Рис. Схема катодной защиты.
Рис. Схема катодной защиты.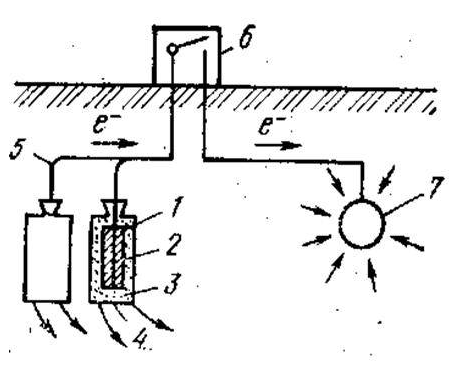 Принципиальная схема протекторной защиты.
Принципиальная схема протекторной защиты.


