Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Калібри для контролю інших поверхонь. Калібри для контролю різьбових з’єднань. Калібри для контролю шпонкових, шліцьових з’єднань та зубчастих передач.
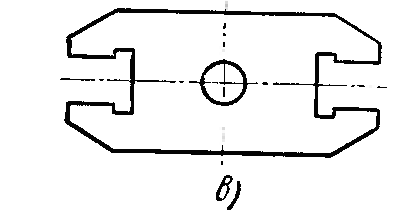
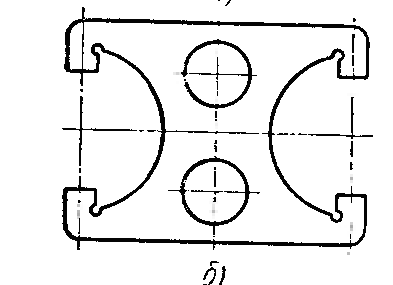
Схеми контролю шпонкових з'єднань Контроль шпонкових з'єднань відбувається за допомогою спеціальних граничних калібрів; ширина пазів вала і втулки b перевіряється пластинами, які мають прохідний та непрохідний бік (рисунок 1а); розмір d + t2 отвору - пробками зі ступінчастою шпонкою (рисунок 1б); глибина паза вала (розмір t 1) перевіряється кільцевими калібрами, які мають стрижень з прохідним та непрохідним степенем. Допуски цих типів калібрів приймаються рівними з допусками гладких калібрів (маючи на увазі залежні допуски розташування) - див. ГОСТ 24109. Симетричність пазів відносно осьової площини перевіряють комплексними калібрами: отвору - пробкою із шпонкою (рисунок 1в); а вала - накладною призмою з контрольним стрижнем (рисунок 1г).
Рисунок 1 - Калібри для контролю шпонкових деталей Контроль шліцьових з'єднань
У промисловості поширені три види шліцьових з'єднань: з прямобічним, евольвентним і трикутним профілями шліців. Калібри є основними вимірювальними, засобами, що забезпечують взаємозамінність шліцьових виробів в серійному і масовому виробництві. Шліцьові вироби контролюються диференційовано (по елементно) за допомогою граничних калібрів або універсальних вимірювальних засобів окремо по кожному параметру і комплексно (по всьому контуру) за допомогою комплексних прохідних калібрів, виконуваних за подобою сполучених деталей. Шліцьові з'єднання контролюють комплексними прохідними калібрами (рисунок 6) та по елементними непрохідними калібрами або на універсальних вимірювальних приладах. Контроль шліцьового вала або втулки комплексним калібром є достатнім в одному положенні, без переустановлення калібру.
Рисунок 2 – Калібри для контролю шліцьових з'єднань На рисунку 2а) показані калібри для контролю прямобічних з'єднань; на рисунку 2б) - для контролю евольвентних з'єднань. Контроль по елементним непрохідним калібром необхідно виконувати не менше, як в трьох різних положеннях. Якщо калібр проходить хоча б в одному з цих положень, контрольовану деталь вважають бракованою. Допуски калібрів для контролю шліцьових прямобічних з’єднань регламентовані ГОСТ 7951, допуски і види калібрів для контролю шліцьових евольвентних з’єднань ГОСТ24969.
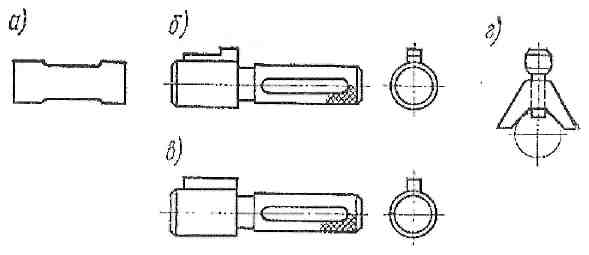
Диференційований контроль шліцьових валів з прямобічним профілем по зовнішньому і внутрішньому діаметрам і товщині зубів проводиться граничними скобами (рисунок 3, а, б і в).
Рисунок 3 – Калібри – скоби для контролю шліцьових валів
Для перевірки зовнішнього діаметра втулок застосовуються граничні плоскі пробки (рисунок 3, а). Товщина пробки повинна бути трохи менше ширини западини. Внутрішній діаметр перевіряється звичайною граничної пробкою (рисунок 3, б). Для контролю ширини западини служить плоский калібр (рисунок 3, в).
Рисунок 3 – Граничні калібри для шліцьових втулок
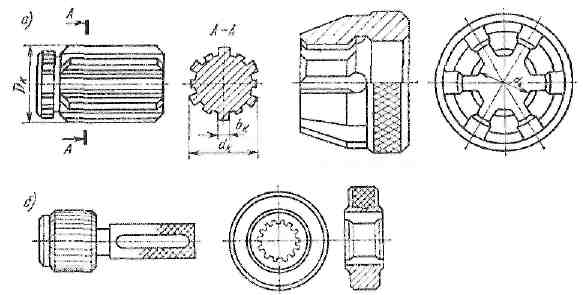
Комплексні калібри - пробки для шліцьових виробів з прямобічним профілем виготовляються двох типів: з однією передньою направляючою (рисунок 4, а) - застосовуються для контролю сполучень з центруванням по зовнішньому діаметрі і бічних поверхнях зубів і з двома направляючими (рисунок 4, б)- застосовуються при центруванні по внутрішньому діаметру. Одна направляюча служить для направлення пробки при введенні її в перевіряємий отвір, а дві направляючі забезпечують центрування пробки по внутрішньому діаметру перевіряємої втулки.
Рисунок 4 – Комплексні калібри для шліцьових виробів з прямобічним профілем
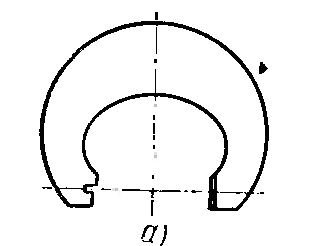
Для полегшення введення калібру в отвір, що перевіряється, передні торці зубів забезпечуються з трьох сторін фасками. Необхідність напрямних для центрування калібру пояснюється трудністю обробки внутрішнього діаметра шліцьовій частини калібру. На рисунку 4, в показаний комплексний калібр - кільце для контролю шліцьового вала з прямобічним профілем. Конструкція кілець не залежить від способу центрування сполучення. Кільце складається з гладкої направляючої і шліцьовій частин. Шліцьова частина кільця для зручності шліфування і доведення бічних поверхонь западин має наскрізні пази. Зовнішня поверхня шліцьовій частині кільця виконується конічної з метою зменшення ваги і полегшення обробки. На перевіряючий вал кільце надягається гладкою направляючої частиною вперед. Всі комплексні калібри є прохідними.
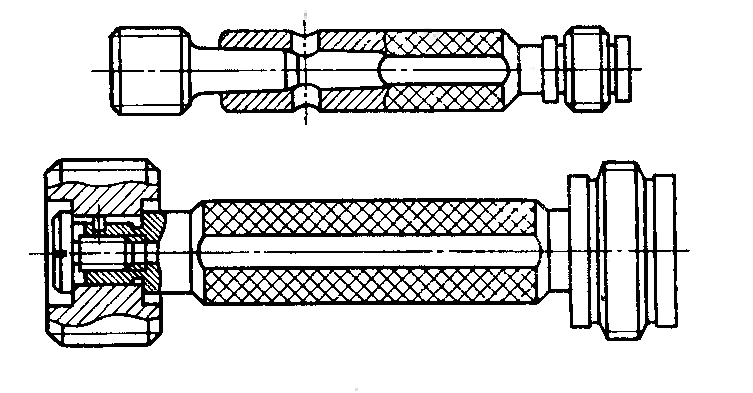
Перевіряють комплексні калібри універсальними засобами. Комплексні калібри для перевірки шліцьових виробів з евольвентним профілем показані на рисунку 5.
Рисунок 5 – Комплексні калібри для шліцьових виробів з евольвентним профілем
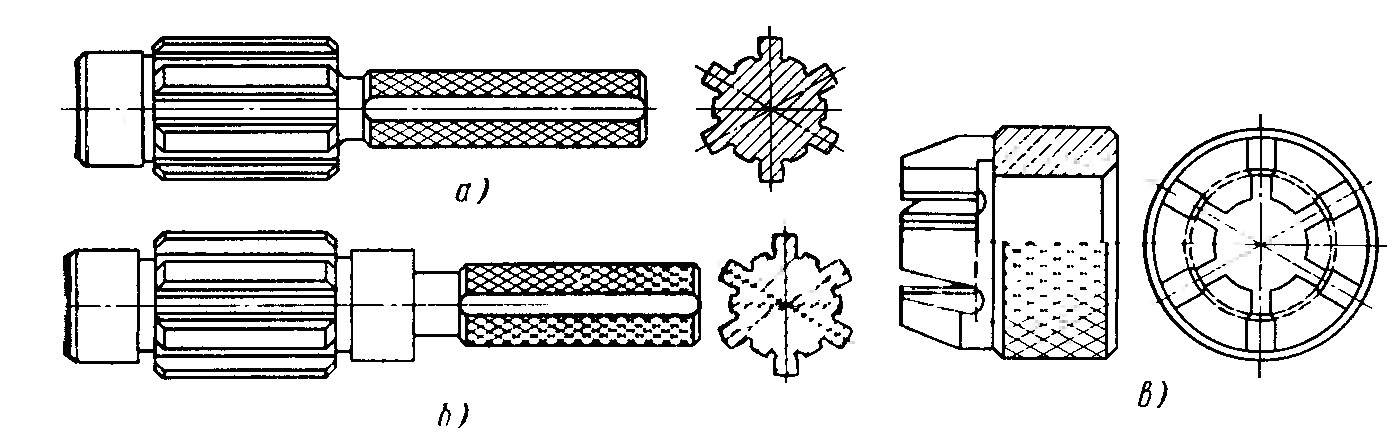
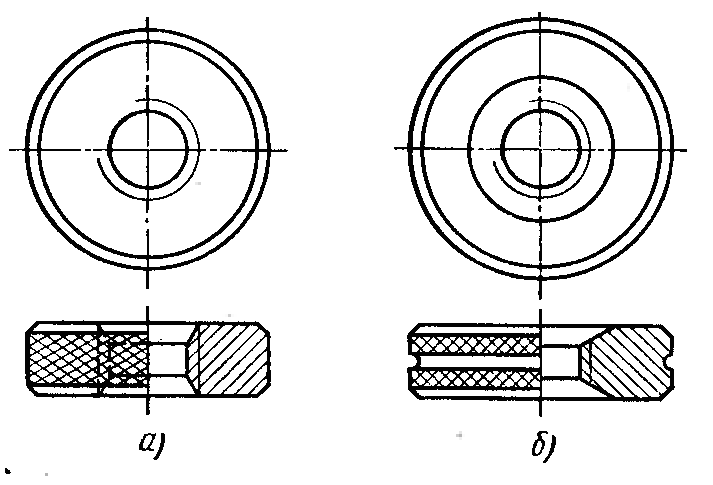
Шліцьові вироби з евольвентним профілем перевіряються комплексними калібрами і диференційовано граничними калібрами за наступними розмірами: внутрішньому діаметру отвору, зовнішньому діаметру вала, товщині зубів у валу і ширині западин у отвори (втулки). Контроль товщини зубів валів і ширини западин отворів ГОСТ 6528-53 рекомендує робити шляхом вимірювання відстані між вимірювальними роликами, що закладаються в протилежні западини. Допускається перевірка товщини зубів і ширини западин граничними калібрами. Перевірку товщини зубів калібрів - пробок виробляють шляхом вимірювання діаметрального розміру за допомогою вимірювальних роликів, які закладаються в протилежні западини. Результати вимірювань порівнюються з таблицями, наведеними в Гості 6528-53. Комплексні калібри - кільця пріпасовують до контркалібрів К - ПР. Контркалібр має клиноподібну форму зубів з поступовим збільшенням товщини зубів від переднього торця до заднього (ухил близько 0,0002). Розміри і знос калібру - кільця визначають за глибиною входження контркалібру. Контроль шліцьових виробів з трикутним профілем виробляють аналогічним способом. Контроль різьблення Для контролю внутрішньої різьби застосовують прохідні різьбові пробки (ПР і П- ПР), перевіряючі зовнішній і наведений середній діаметри гайки, і непрохідні різьбові пробки (НЕ), перевіряючі верхня межа середнього діаметра гайки. Крім того, для перевірки внутрішнього діаметра гайки застосовуються гладкі прохідна і непрохідна пробки. Аналогічно для контролю зовнішньої різьби застосовують різьбові прохідні кільця (ПР і П- ПР), перевіряючі внутрішній і наведений середній діаметри болта, і непрохідні різьбові кільця (НЕ), перевіряючі нижня межа середнього діаметра болта. Крім того, зовнішній діаметр болта перевіряється граничної гладкою скобою. При контролі калібрами різьба вважається придатною, якщо прохідний калібр згвинчується з виробом по всій довжині різьблення без зусилля, а непрохідний калібр згвинчується з виробом не більше ніж на 1-2 нитки. Різьбові пробки можуть перевірятися по всіх елементах на універсальному мікроскопі. Перевірка різьбових кілець, особливо малих діаметрів, універсальними засобами неможлива. Тому для їх перевірки служать контрольні калібри. У різьбових калібрів допуск на знос мають не тільки прохідні калібри, але також і непрохідні й настановні калібри У- ПР і У -НЕ. Основним типом різьбових пробок (рисунок 6) є пробки із вставками з конусним хвостовиком, що виготовляються із зовнішнім діаметром різьблення від 1 до 100 мм (для метричних, дюймових і трубних різьб).
Рисунок 6 – Різьбові пробки Пробки із зовнішнім діаметром різьблення понад 50 мм рекомендується виготовляти у вигляді насадок. Прохідні калібри мають повний профіль різьби і довжину різьбової частини, рівну довжині згвинчування по ГОСТу 1774-60. Непрохідні калібри і контркалібри мають укорочений профіль різьблення. Довжина різьбової частини непрохідного калібру складає всього 2 - 3,5 витка. Укорочений профіль різьблення зменшує вплив похибок половини кута профілю різьби на результати контролю непрохідним калібром. Іншим відмітною ознакою непрохідних калібрів є гладка циліндрична направляюча.
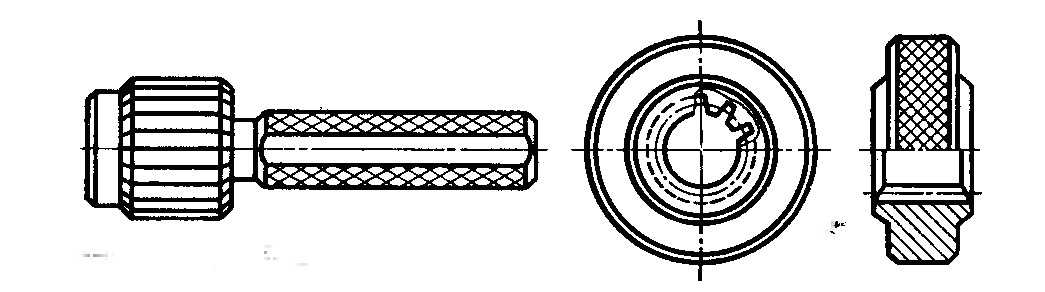
У прохідних і непрохідних пробок при кроці різьби 1 мм і більше нитки, що заходять, різьблення повинні бути зрізані до повної ширини основи витка. Для перевірки зовнішніх різьб застосовують різьбові кільця, виготовлені для різьблень від 1 до 100 мм. Прохідні кільця (рисунок 7) мають різьблення на всій ширині кільця. На зовнішній циліндричній поверхні роблять рифлення. Непрохідні кільця мають відмінну проточку по середині зовнішньої циліндричної поверхні кільця. Різьба непрохідних кілець звичайно має тільки 2-3,5 витка з укороченим профілем різьблення. При кроці різьби менше 1 мм непрохідні кільця виконуються з повним профілем.
Рисунок 7 – Різьбові кільця
|
|||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 192; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.133.96 (0.011 с.) |