Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение цены деления шкалы окулярного микрометра
В тубусы микроскопов ввинчиваются два одинаковых объектива, соответствующих требуемому увеличению для предполагаемой шероховатости поверхности детали. Цену деления шкалы окулярного микрометра определяют с помощью объект-микрометра, который представляет собой стеклянную пластину с нанесенной на ней шкалой (в большинстве случаев с ценой деления 0,01 мм). Объект-микрометр кладут на стол прибора. Включают освещение микроскопа. Кронштейн с корпусом микроскопов устанавливают на требуемой высоте вращением гайки 17 при освобожденном винте 15 (рис. 3.6.). После этого стопорят винт 15. Производя подъем или опускание микроскопов с помощью винта 12, получают изображение световой щели. Наблюдая изображение щели через визуальный микроскоп, добиваются, перемещая объект-микрометр по столику прибора, чтобы шкала попала в изображение щели и штрихи шкалы были бы перпендикулярны к ее изображению. Ослабляют винт 9, крепящий окулярный микрометр 8, последний поворачивают вокруг оси таким образом, чтобы направление винта окулярного микрометра было параллельно направлению изображения щели. Деления неподвижной шкалы окулярного микрометра при этом параллельны делениям шкалы объект микрометра. Затем перекрестие окулярного микрометра совмещают с каким-либо штрихом объект микрометра и делают отсчет по барабану окулярного микрометра. Наблюдая в окуляр, переводят перекрестие на другой штрих объект микрометра, отстоящий на некоторое число делений (чем больше расстояние между штрихами, тем больше точность определения масштаба), и делают второй отсчет по барабану окулярного микрометра. При подсчете разности следует помнить, что барабан может сделать несколько полных оборотов, и каждый полный его оборот соответствует 100 делениям. Отсчет полных оборотов барабана производят с помощью двойного штриха, (см. рис. 96,а), перемещающегося относительно неподвижной шкалы окуляра одновременно с перекрестием
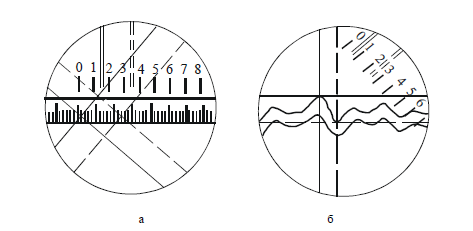
Рис. 3.7. Положение перекрестия окулярного микрометра а – определение цены деления по объект-микрометру; б − измерение высоты неровностей. Цену деления барабана окулярного микрометра при измерении высоты профиля (горизонтальная линия перекрестия параллельна щели) определяют по формуле:
Е= Tt/2A, где z − число делений шкалы объект-микрометра, пройденных перекрестием окуляр-микрометра; Т − цена деления объект-микрометра; А − разность отсчетов, полученных при двух совмещениях перекрестия, выраженная в делениях барабана. Цифра 2 в знаменателе формулы учитывает наклон тубуса под углом 45°, а также то обстоятельство, что при измерении изделия окулярный микрометр поворачивают на 45°. Пример 11. z = 11 делений объект-микрометра, А = 200 делений барабана. Е = 11Ä 0,01/ (2 Ä 200)= 0,275 мм. Цену деления шкалы барабана окулярного микрометра при измерении шага микронеровностей (перекрестие устанавливают так, как показано на рис.3.7.а) определяют по формуле: E= Tt/A (63) Порядок выполнения работы
1. Изучить инструкцию по технике безопасности при выполнении лабораторных работ. 2. Установить в тубусы микроскопов выбранные в соответствии с предполагаемой высотой неровностей одинаковые объективы. 3. Включить источник света через понижающий трансформатор в сеть. 4. Определить цену деления шкалы окулярного микрометра. 5. Установить объект измерения на столе прибора (непосредственно или в накладную призму). 5. Произвести фокусировку прибора: установить кронштейн с корпусом микроскопов на требуемой высоте вращением гайки 17 (рис. 3.6.) при освобожденном винте 15; стопорить винт 15; получить изображение световой щели, производя подъем или опускание микроскопов с помощью винта 12; вращением винта 19 установить световую щель в центре поля зрения; установить необходимую ширину световой щели с помощью кольца 18; вращая винт 11, произвести окончательную фокусировку. 6. Ослабив винт 9, повернуть окулярный микрометр вокруг оси так, чтобы направление винта окулярного микрометра было параллельно направлению изображения щели (рис. 3.7.б). 7. Повернуть объект измерения таким образом, чтобы направление неровностей было перпендикулярно изображению щели. При необходимости повторить фокусировку прибора (одна сторона фокусируется обычно более резко, чем другая; по ней рекомендуется производить измерение). 8. Измерить высоту наибольших микронеровностей в пяти точках исследуемой поверхности. Горизонтальную линию перекрестия вращением барабана 7 подвести сначала к вершине изгиба щели по выбранной стороне, а затем к впадине по той же стороне щели (рис. 3.7.б). Разность отсчетов на барабане 7 окулярного микрометра, умноженная на цену деления, определяют высоту неровностей в данной точке.
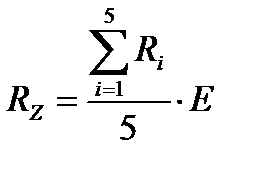
9. Результаты измерений занести в таблицу, выполненную по форме табл.3.3. 10. Подсчитать среднюю высоту микронеровностей по десяти точкам по формуле
11. Измерения занести в таблицу Таблица 3.3. Результаты измерений
12. Сравнить расчетную величину шероховатости с визуальным эталоном шероховатости (таблица П 3.2.). 13. Сделать выводы.
П Р И Л О Ж Е Н И Я
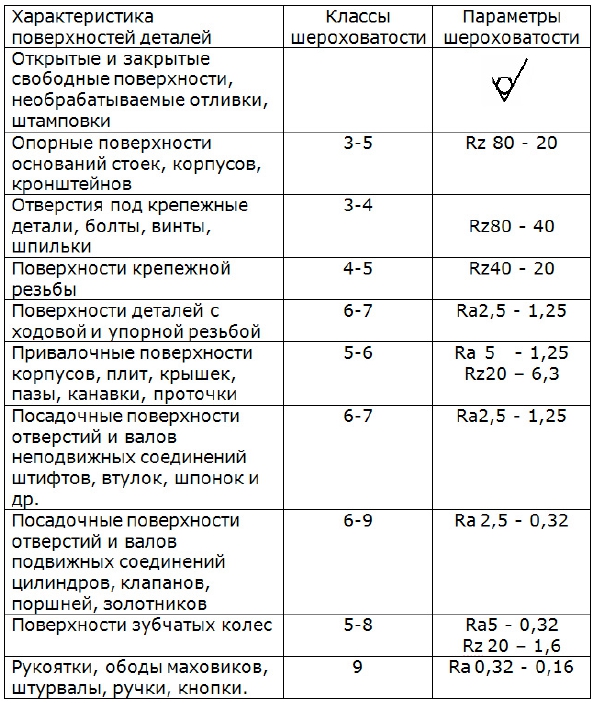
Таблица П 3.2. Шероховатость типовых поверхностей деталей (для большинства случаев)
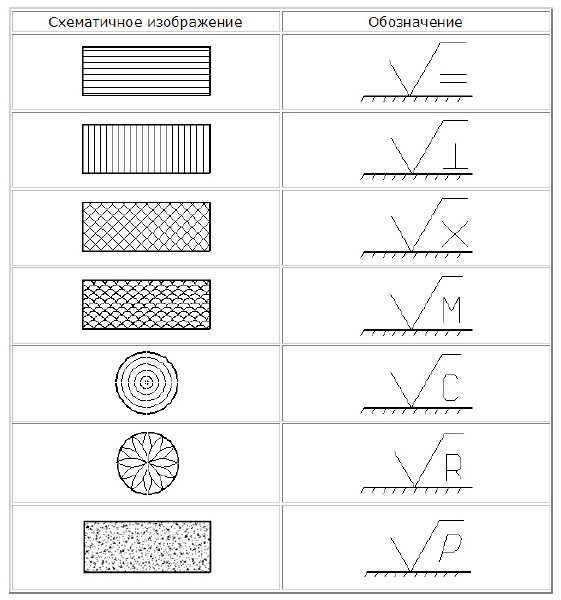
Таблица П 3.3. Условные обозначения направления неровностей
Таблица П 3.1. Числовые значения параметров шероховатости
4. Измерение резьбы
ГОСТ 24705-81 Резьба метрическая. Основные размеры. ГОСТ 16093-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. ГОСТ 8724-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 639; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.189.7 (0.018 с.) |