Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройство оптиметра и настройка прибора
а) б)
Рис. 2.7.Вертикальный оптиметр а) – внешний вид; б) – оптическая схема трубки оптиметра.
Вертикальный оптиметр (рис. 2.7.) состоит из измерительной трубки оптиметра с окулярным отсчетным устройством и стойки типа С II. Световой поток от внешнего источника, отразившись от зеркала 3 (рис. 2.7. б), через призму 2 освещает шкалу, нанесенную на левой стороне окулярной сетки 4, которая находится в фокальной плоскости объектива 6. Сеткой называется стеклянная пластина, на которой нанесены штрихи, цифры шкала и т.д. Призма 5 поворачивает ход лучей на 90о, чтобы удобнее было наблюдать. Световой поток проходит через объектив и, отразившись от зеркала 7, даёт обратное расположение шкалы в правой части окулярной сетки, на которой нанесен указатель. Зеркало связано с измерительным стержнем 9. При отклонении зеркала, вызванного перемещением стержня, изображение шкалы на окулярной сетке смещается относительно указателя. На стойке (рис. 2.7.а) имеется предметный стол 7, который в горизонтальное положение устанавливается вращение микровинтов 8. В вертикальном направлении стол перемещается в пределах нескольких миллиметров вращением гайки 10 микрометрического механизма и фиксируется винтом 9. Перпендикулярность оси измерительного стержня плоскости стола проверяют при надетом на стержне плоском измерительном наконечнике с помощью плоскопараллельной концевой меры длины размером приблизительно 10 мм. При фиксированном положении измерительной трубки выполняют ряд измерений, устанавливая меру относительно наконечника в положениях 1, 2, 3 и 4 (рис. 2.8.).
Рис. 2.8. Установка стола оптиметра перпендикулярно оси измерительного стержня
Если плоскость наконечника не параллельна плоскости стола, то показания оптиметра при различных положениях меры будут отличаться одно от другого. Вращением микровинтов 8 (рис. 2.6.а) стол устанавливают так, чтобы во всех четырёх положениях меры показания были одинаковы. Корпус 2 оптической головки с кронштейном 11 монтируются на штативе с массивным основанием 14. Внутри неподвижного корпуса головки находится подвижный измерительный стержень 6. В корпусе 5 размещены осветитель 1 и оптическая система с отсчётным устройством и окуляром 3.
Методика измерения
Измеряемую деталь или набор концевых мер устанавливают на стол 7 или в призму и выставляют шкалу оптической системы на «0». Для этого наконечник измерительного стержня подводят к поверхности измеряемого объекта. Грубая подводка осуществляется перемещением кронштейна 11, после ослабления винта 12 с помощью перемещения контргайки 13. Во избежание деформации измерительного стержня окончательная установка шкалы на «0» производится перемещением стола 7 с помощью вращения винта 10, предварительно зафиксировав винт 12 и контргайку 13. После установки на «0» отвести измерительный стержень перемещением рычага 5. Оптическая шкала появляется только после установки измеряемой детали под измерительный наконечник.
2.2.2. Порядок выполнения лабораторной работы
Определить погрешности формы наружной поверхности цилиндра: в продольном сечении – отклонение профиля продольного сечения; на заданный размер в поперечном сечении – отклонение от круглости; комплексного показателя цилиндрической поверхности – отклонение от цилиндричности.
Рекомендации по измерению
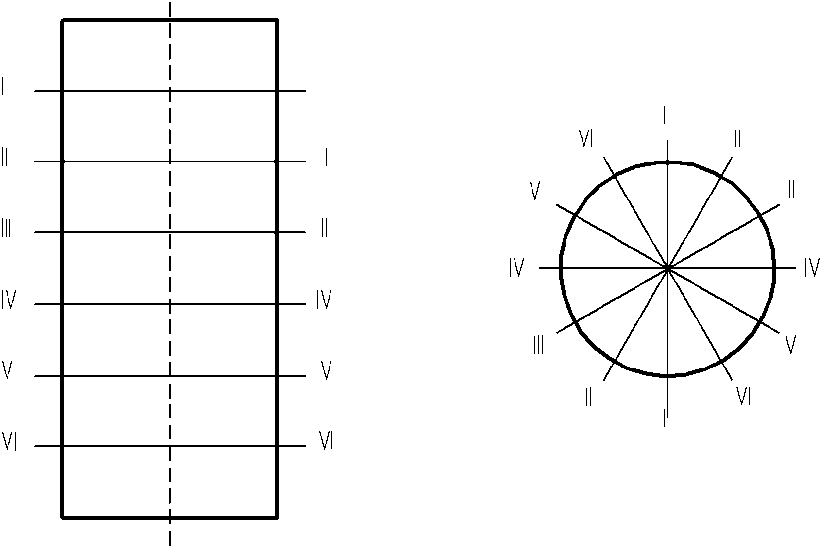
1. По точностным характеристикам детали, заданных преподавателем, определить допуск детали и требуемые значения показателей отклонения от круглости, отклонения от параллельности продольного сечения, цилиндричности по табл. П 2.4.4. – П 2.4.6. 2. Выставить измерительный прибор по концевым мерам на номинальный диаметр детали; 3. Для измерения применить метод поперечных сечений. На наружной поверхности детали маркером или карандашом нанести требуемые поперечные сечения (отступив 20 мм от торцов цилиндра) т требуемые продольные сечения, равномерно распределив их по периметру. Количество сечений определить согласно табл. В точках пересечения провести измерения размеров. Пример разбивки вала представлен на рис. 2.8. 4. При измерении обход точек в каждом сечении осуществлять по часовой стрелке. Начало обхода поперечных сечений начинать с одной и той же линии продольного сечения. Обратить внимание на отклонение показаний в «плюс» или «минус» от «0». Данные отклонений прибавляются или вычитаются из размера блока плиток.
Результат измерения занести в табл. 2.7.
Рис. 2.8. Схема обхода точек
Таблица 2.7.
5. Рассчитать диаметры поверхности цилиндра во всех измеренных сечениях. Результаты расчета занести в соответствующие столбцы таблицы. При расчете диаметров необходимо учитывать знак (плюс или минус) отклонений стрелки шкалы. 6. По полученным опытным данным построить эскизы продольного и поперечного сечений. 7. При выявлении частных случаев для круглости (овальность, огранка), для отклонения профиля продольного сечения (конусность, бочкообразность, седлообразность), для расчёта данных показателей воспользоваться формулой D = (dmax – dmin)/2 Значения показателей рассчитать во всех продольных и поперечных сечениях и занести в табл. 2.8. Для сравнения расчётных показателей с табличными выбираем максимальные, рассчитанные по сечениям. 8. Определить отклонение от цилиндричности как разность между наибольшим и наименьшим размерами из всех измерений. 9. Максимальные значения показателей отклонения от круглости, параллельности продольного сечения, цилиндричности сравнить с табличными значениями, соответствующими требованиям точности детали. 10. Начертить эскиз детали с указанием отклонений формы. 11. Сделать вывод о годности детали.
Таблица 2.8.
Пример расчета показателей Дано: вал ñ40h11. Уровень геометрической точности – нормальный (60% допуска на размер). Длина вала L = 55 мм. 1. Определяем допуск на размер: Td = 0,16 мм. 2. Определяем допуски в радиальном направлении: отклонения от круглости TFK, профиля продольного сечения TFP, цилиндричности TFZ согласно уровню геометрической точности (табл. П 2.4.3.). TFK = 0,048 мм; TFP = 0,048 мм; TFZ = 0,048 мм. 3. Проводим измерения, согласно методике. Данные измерений по 30 точкам представлены в табл. 2.9.
Таблица 2.9.
4. По данным таблицы строим характерные продольные и поперечные сечения (рис. 2.9.).
Рис.2.9. Характерные сечения продольные и поперечные по итогам измерений.
5. Определяем, что характерные сечения относятся к частным случаям. Отклонение от круглости - овальность; Отклонение профиля продольного сечения – бочкообразность. 6. Для расчетов показателей променяем формулу: Δ = (dмах – dmin)/2 и проводим расчет в каждом продольном и поперечном сечении. Данные расчетов заносим в табл.2.10. Таблица 2.10.
7. Находим отклонение от цилиндричности TFZ = (dmaxmax – dminmin)/2
TFZ = -0,06 – (-0,15)/2 =0,045 мм 8. Сравниваем расчетные показатели отклонения от круглости TFK= 0,035 мм, Профиля продольного сечения TFP = 0,03 мм, цилиндричности TFZ = 0,045мм. 9. Строим эскиз вала с табличными показаниями отклонений формы рис. 2.9.1. 10. Делаем вывод о соответствии вала точностным требованиям (соответствует).
Лабораторная работа № 4
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 547; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.59.187 (0.014 с.) |