Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Краткие сведения о регулируемых калибрах-скобах.
Регулируемые калибр-скобы являются примером элементных калибров и отличаются от жестких элементных калибров большей гибкостью при их использовании в смысле перенастройки на тот или иной номинальный диаметр и возможности компенсировать износ проходной стороны путем перенастройки регулируемых вставок. Рис.1.12. Устройство регулируемой скобы: 1 – корпус; 2 – измерительные вставки; 3 – установочные винты; 4 – винты с клиньями.
Наиболее удобны и широко применяются регулируемые скобы. Они изготовляются с одной неподвижной губкой и двумя вставками (ПР - проходной и НЕ - непроходной). Вставки устанавливаются на определенный размер в пределах регулирования от 3 до 8 мм. В корпусе 1 этой скобы имеются два гнезда, в которые помещаются измерительные вставки 2, закрепляемые винтами с клиньями 3. При установке скобы вставки перемещают на требуемый размер и фиксируют установочными винтами 3. Регулируемые скобы имеют то преимущество, что в случае износа размер скобы можно восстановить перемещением вставок. Регулируемыми скобами можно измерять валы различных диаметров (в пределах регулирования скобы). В процессе настройки регулируемых калибр-скоб обычно используются блоки, составленные из концевых мер длины, которые в данном случае служат эталонами или контрольными калибрами для настройки рабочего калибра. При установке регулируемых вставок по концевым мерам необходимо избегать больших усилий зажима во избежание порчи крайних плиток блока и получение неверных результатов при настройке. Усилие при перемещении блока плиток между измерительными губками должно составлять I н. Допускается медленное скольжение блока концевых мер между губками скобы под действием собственного веса Настройка калибр-скобы может производиться двумя способами: 1. Если регулируемые скобы применяют совместно с жесткими предельными калибрами, то их настраивают по исполнительным размерам жестких калибров с помощью плоскопараллельных концевых мер. При такой настройке регулирулируемых скоб проходная сторона будет иметь допуск на износ. 2. Когда стороны скобы настраиваются на предельные размеры контролируемого вала: проходная сторона – наибольший размер вала, непроходная сторона – наименьший предельный размер вала. Но в этом случае быстрый износ измерительных вставок требует частых настроек на размер.
Содержание и ход работы
1. Изучить методические указания. 2. Ознакомиться с устройством и приемами настройки регулируемых калибров-скоб. 3. Получив задание по маркировке вала, определить предельные отклонения и построить схему поля допуска. 4. Схемы полей допусков рабочих и контрольных калибров, границу износа проходной стороны совместить со схемой поля допуска вала. 5. Произвести расчет предельных, исполнительных, номинальных размеров проходной и непроходной пары губок калибра, а также размера границы износа проходного калибра. 6. По полученным данным рассчитать и собрать блоки концевых мер соответствующих размерам проходного и непроходного калибра. При установке регулируемой скобы по второму методу ее проходную сторону настраивают на размер dmax, а непроходную – на размер dmin. 7. Произвести настройку скобы по блокам концевых мер помня, что проходным калибром является наружная пара губок калибра-скобы 8. Определить годность вала, т.е. соответствие маркировке, указанной на нем. 9. Полученные данные занести в протокол
Пример расчета и настройки калибра-скобы.
Расчету подлежат размеры блоков концевых мер для настройки проходной и непроходной сторон калибра скобы, а также определение исполнительных размеров калибра.
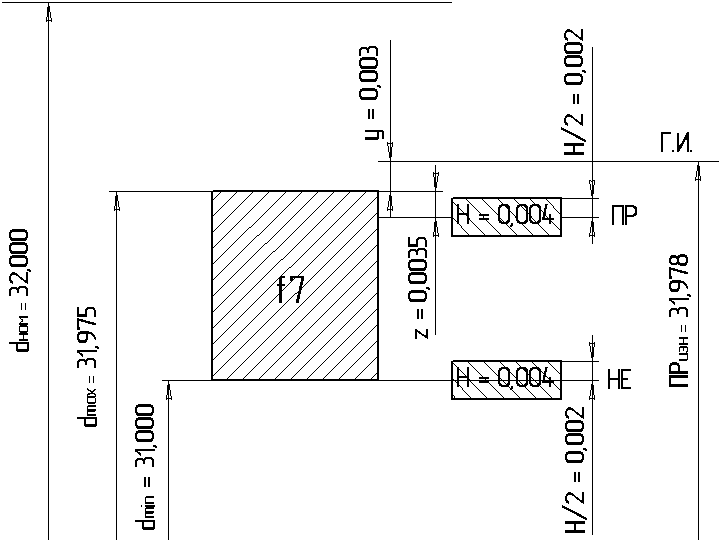
В целях наглядности предлагаются проследить решение задачи на конкретном примере. Пример: Произвести настройку регулируемой скобы для контроля годности вала Ø32f7 1. По Ст «Поля допусков и рекомендуемые посадки» находим предельные отклонения и строим схему полей допусков для вала Ø32f7 2. Определим предельные размеры вала dmin= d + (-ei) = 32-0,05 = 31,950 мм dmax= d + (-es) = 32-0,025 = 31,975 мм 3. Используя таблицы и схему расположения полей допусков калибров для валов квалитетов 6,7 и 8 при номинальных размерах до 180мм определяем значения параметров, координирующих расположение полей допусков контрольных и рабочих калибров относительно поля допуска изделия, а также величину самих полей допусков. (Табл. П1.4.2.) Hp=1,5 мкм Z1=3,5 мкм H1=4 мкм Y1=3 мкм 4. Строим схему полей допусков изделия совместно с полями допусков контрольных и рабочих калибров 5. В соответствии с формулами приведенными в таблице (Табл. П.1.4.1.) подсчитываем исполнительные и предельные размеры калибра скобы. Проходная пара губок Максимальный предельный размер нового рабочего проходного калибра скобы Прmax = dmax – Z1 + H1/2 = 31,975 – 0,0035 + 0,002 = 31,9735 мм Наименьший предельный размер нового рабочего проходного калибра Прmin = dmax – Z1 – H1/2 = 31,975 – 0,0035 – 0,002 = 31,9695 мм Наибольший диаметр изношенного проходного калибра Призн = dmax + Y1 = 31,975 + 0,003 = 31,3978 мм Исполнительный размер проходного калибра Присп = Прmin + H1 = 31,9695+0.004 мм Данный размер проставляется на чертеже калибра Непроходная пара губок Наибольший предельный размер непроходного калибра НЕmax = dmin + H1/2 = 31,950 + 0,002 = 31,952 мм Наименьший предельный размер НЕmin = dmin – H1/2 = 31,950 – 0,002 = 31,948 мм Исполнительный размер непроходного калибра НЕисп = НЕmin + H1 = 31,948+0,004 мм Данный размер проставляется на чертеже калибра. 6. Определяем номинальные размеры контрольных и рабочих калибров для проходной и непроходной пар губок ПРном = dmax = 31,975 мм НЕном = dmin = 31,950 мм По данным размерам производится настройка скобы по блокам концевых мер. При наборе плиток, составляющих блок цифры, находящиеся в 3 разряде после запятой округляют до ближайшей из двух 0 или 5. Например, размер Прном = 31,9785 округляют до 31,980 мм Данный прием (уменьшающий вероятность правильного контроля) используют лишь в случае отсутствия набора концевых мер длины с более мелкой градацией номинальных размеров плиток (чем 0 и 5 в третьем от запятой разряда). Графическое изображение поля допуска калибр-скобы для контроля вала ñ32f7
Приложения Таблица П1.4.1. Основные формулы для расчета калибров
Таблица П1.4.2. Допуски и отклонения калибров
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 673; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.238.70 (0.017 с.) |