
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Упругие перемещения системы станок – приспособление – инструмент – заготовкаСодержание книги
Поиск на нашем сайте Под действием сил резания звенья упругой системы станок – приспособление – инструмент – заготовка перемещаются. Вследствие этого фактический размер детали будет отличаться от настроечного. Значение перемещения зависит от жёсткости системы и сил резания, действующих на неё. Жёсткостью упругой системы СПИД называют отношение составляющей силы резания, направленной по нормали к обрабатываемой поверхности, к смещению лезвия инструмента относительно заготовки (у), отсчитываемому в том же направлении:
где
Рис.83. Понятие жёсткость учитывает упругие свойства системы и условия её нагружения; при изменении условий нагружения жёсткость изменяется. Например: при обтачивании вала его жёсткость при положении резца посередине будет отличаться от жёсткости вала при положении резца у конца вала. В соответствии с этим и жёсткость отдельных звеньев системы, отнесённая к вершине резца, будет также различной. Определение погрешностей обработки, связанных с упругими перемещениями звеньев системы, значительно упрощаются, если пользоваться понятием податливости. Податливостью
Деформация всей системы (
Тогда общее выражение для податливости будет иметь вид:
Заменив значение податливости значениями жёсткости, найдём зависимость:
Число звеньев технологической системы в различных случаях различно. Например при токарной обработке в центрах обычно учитывают перемещение станка и обрабатываемой заготовки (пренебрегая перемещением резца, считая его малым). То есть система: стан – заготовка. И, наоборот, при растачивании нельзя пренебрегать перемещениями расточных оправок или борштанг, деформации же самой заготовки в этом случае пренебрежимо малы. В данном случае рассматривается система станок – инструмент. Жёсткость заготовки режущего инструмента можно с известным приближением определить по формулам теории упругости и сопротивления материалов. Жёсткость специальных приспособлений определяют экспериментальным путём, они имеют заложенную конструктором постоянную жёсткость. Для определения жёсткости станков наибольшее распространение получили методы: - статические; - динамические. В первом случае к узлу станка с помощью специальных приспособлений прикладывают нагрузку и наблюдают его деформации. Испытания проводятся на неработающем станке.
1 – суппорт; 2 – индикатор; 3 – динамометр.
Рис.84. Узел нагружается в том же направлении, что и при резании. В расчёт принимается только радиальная составляющая.
Характеристика жёсткости станка.
Статическая жёсткость используется при контроле качества станков новых и выходящих после ремонта. Для расчётов точности статическая жёсткость не используется, так как точноость получается завышенной (статистическая жёсткость не учитывает производственные условия: толчки, вибрации, работу соседних станков). Во втором случае жёсткость определяют в результате обработки заготовки резанием: - производственный метод (основан на обработке поверхности с переменным припуском и некоторых расчётах). Разновидность производственного метода – метод ступенчатого резания.
Рис.85. Заключается в том, что обрабатывают 2 участка заготовки: один с глубиной резания Разность При обработке участка с большей глубиной резания будут больше силы резания, больше отжатия лезвия инструмента (деформации). Поэтому на обработанной поверхности получается ступень величиной Отношение Жёсткость станка определяется по эмпирической зависимости:
где
Отсюда можно сделать вывод о том, что жёсткость технологической системы является источником в формировании погрешностей обработки. Зная жёсткость технологической системы и силы, можно определить погрешность обработки от упругой деформации этой системы ( Для односторонней обработки
Необходимо стремиться к максимальному повышению жёсткости звеньев системы СПИД.
Жёсткость детали
Рис.86. 1. Обработка в центрах. - жёсткие центры, деталь нежёсткая
I; II; III – положения инструмента Самый большой прогиб в середине детали – бочкообразность
–нежёсткие центры, деталь жёсткая
Самый большой прогиб по краям детали (I и III положения инструмента). Дефект – седлообразность.
Дефект – конусообразность: момент от составляющей силы резания Кольцо в трёхкулачковом патроне
|
|||||||
|
|
Последнее изменение этой страницы: 2017-01-26; просмотров: 296; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.38 (0.008 с.) |


 ,
, – составляющая сила резания, Н;
– составляющая сила резания, Н; – смещение лезвия инструмента относительно детали, мм.
– смещение лезвия инструмента относительно детали, мм. (м/Н) технологической системы называют величину обратную жёсткости:
(м/Н) технологической системы называют величину обратную жёсткости:
 ) – деформации и звеньев системы, то
) – деформации и звеньев системы, то





 , чем другой. Остальные условия резания остаются неизменными (то есть, обточка производится с одного положения инструмента обеих ступеней детали).
, чем другой. Остальные условия резания остаются неизменными (то есть, обточка производится с одного положения инструмента обеих ступеней детали). называют погрешностью заготовки (
называют погрешностью заготовки ( ).
). , которая определяется измерением диаметров на участках детали с глубинами резания
, которая определяется измерением диаметров на участках детали с глубинами резания  и
и  .
. называется уточнением – оно показывает во сколько раз уменьшилась точность заготовки (или во сколько раз точность детали выше точности заготовки).
называется уточнением – оно показывает во сколько раз уменьшилась точность заготовки (или во сколько раз точность детали выше точности заготовки). ,
, – коэффициент уточнения,
– коэффициент уточнения, ;
; – коэффициент, характеризующий материал заготовки и зависящий от геометрических параметров инструмента и степени его затупления (определяется по справочникам).
– коэффициент, характеризующий материал заготовки и зависящий от геометрических параметров инструмента и степени его затупления (определяется по справочникам). - подача, мм/об.
- подача, мм/об. ).
). , для двухсторонней обработки
, для двухсторонней обработки  .
.
 =5000
=5000  6000 Н/мм – min жёсткость трёхкулачкового патрона;
6000 Н/мм – min жёсткость трёхкулачкового патрона;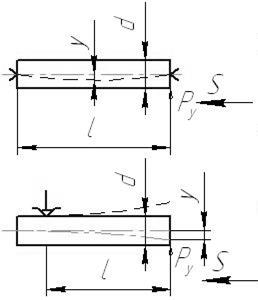
 ;
;  (мм4)
(мм4) – модуль упругости
– модуль упругости – момент инерции
– момент инерции ;
;

 Деталь ещё не зажата
Деталь ещё не зажата
 Деталь сдеформировалась под усилием зажимов
Деталь сдеформировалась под усилием зажимов
 Деталь расточили, но она ещё в патроне
Деталь расточили, но она ещё в патроне
 Деталь снята со станка
Деталь снята со станка
 становится больше.
становится больше.



