
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
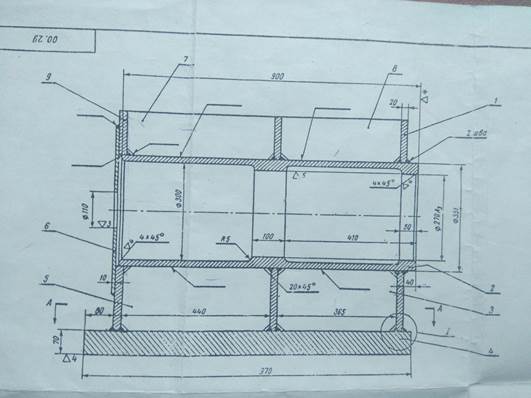
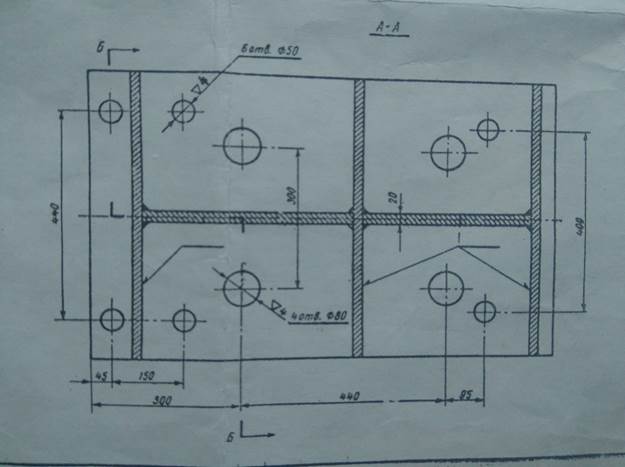
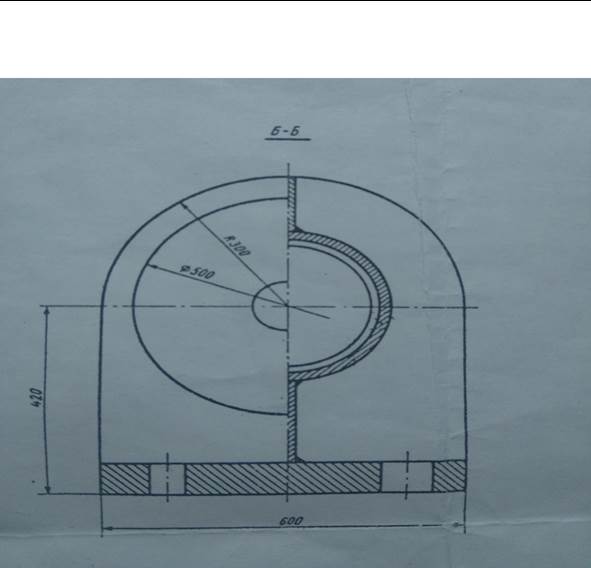
Загальний вигляд зварної конструкції, на яку розробляється технологічний процес.Стр 1 из 5Следующая ⇒
Курсовий проект З дисципліни: „ Технологічні основи зварювання плавленням” На тему: Розробка технологічного процесу заготівлі збирання та зварювання Корпус висувного підхвату
Студента _____ курсу___групи Напряму підготовки: 0101 Педагогічна освіта Спеціальності: 5.0101 0401 «Професійна освіта» (прізвище та ініціали) Керівник: П.П. Проценко
Національна шкала ____________
Члени комісії ___________ Щербак О.І. (підпис) (прізвище та ініціали)
___________ Проценко П.П. (підпис) (прізвище та ініціали)
_____________ Єгоров Є.Є (підпис) (прізвище та ініціали)
м.Київ 2016 рік Київський професійно-педагогічний коледж Імені Антона Макаренка
Спеціальність: 5.01010401«Професійна освіта. Зварювання»
Завдання На курсовий проект з предмету: «Технологічні основи зварювання плавленням» Тема: Розробити технологічний процес заготовки,складання та зварювання Корпус висувного підхвату Вихідні данні: матеріал: 15ГС Тип виробництва: Серійне Дата видачі: «______» ____________ 2016 р. Термін виконання: «______» ____________ 2016 р.
Студент гр.: _____ __________ _____________ (Підпис) (ПІБ)
Керівник проекту Проценко П.П.
Київ 2016 Загальний розділ 1.1. Короткий опис виробу (ескіз, призначення: опис: вимоги, що ставляться: характеристика технологічності, поділ конструкції на вузли)............................................................................................... 1.2. Характеристика матеріалу виробу (хімічний склад, фізико-механічні властивості, зварювальність).................................................................................................................................................... Технологічний розділ 2.1. Розкрій матеріалу для окремих елементів конструкції.................................................................. 2.1.1. Визначення процента відходу....................................................................................................... 2.2. Заготовчі операції. Вибір заготовчого обладнання..................................................................... 2.3. Технологічний процес складання конструкції: 2.3.1. Вибір способу складання;....................................................................................................... 2.3.2. Опис приймальних або сконструйованих пристроїв;....................................................... 2.3.3. Контроль якості складання;.................................................................................................... 2.4. Технологічний процес зварювання:
2.4.1. Вибір способу зварювання (обгрунтування переваги, ………………………... хімічний склад, механічні властивості направленого металу);...................................... 2.4.2. Вибір роду струму;................................................................................................................... 2.4.3. Вибір зварювальних матеріалів (загальна характеристика, хімічний склад, механічні властивості направленого металу);....................................... 2.4.4. Розрахунок або вибір режимів зварювання;........................................................................ 2.4.5. Вибір обладнання для зварювання;....................................................................................... 2.4.6. Контроль якості зварювання;................................................................................................. 2.4.7. Нормування, складання і зварювання................................................................................... 2.5. Способи зменшення зварювальної деформації......................................................................... 2.6. Інші види робіт..................................................................................................................................... 2.7. Технологічний процес, складання і зварювання конструкцій: короткий опис; виготовлення технологічних карт на складання і зварювання.................................. 3.Заходи промислової санітарії, техніки безпеки та протипожежної безпеки……… ГРАФІЧНА ЧАСТИНА Загальний вигляд зварної конструкції, на яку розробляється технологічний процес. Загальний вигляд конструкції складального або складально-зварювального обладнання. Вступ Зварювальна техніка й технологія займають одне із провідних місць у сучасному виробництві. Зварюються корпуси гігантських супертанкерів і сітківка людського ока, мініатюрні деталі напівпровідникових приладів і кістки людини при хірургічних операціях. Багато конструкцій сучасних машин і споруджень, наприклад космічні ракети, підводні човни, нафтопроводи, виготовити без допомоги зварювання неможливо. Розвиток техніки пред'являє всі нові вимоги до способів виробництва й, зокрема, до технології зварювання. Сьогодні зварюють матеріали, які ще відносно недавно вважалися екзотичними. Це титанові, й берилієві сплави, молібден, вольфрам, композиційні високоміцні матеріали, кераміка, а також усілякі сполучення різнорідних матеріалів. Зварюються деталі електроніки товщиною в трохи мікрон і деталі важкого встаткування товщиною в кілька метрів. Постійно ускладнюються умови, у яких виконуються зварювальні роботи: зварювати доводиться під водою, при високих температурах, у глибокому вакуумі, при підвищеній радіації, у невагомості.
Для покращення якості продукції, ефективності виробництва, підйому економіки зварювання відводиться значне місце. Механізація і автоматизація є важливим етапом з зварювальному виробництві.Зварюванням називається процес отримання нероз’ємних зєднань за допомогою встановлення міжатомних зв’язків між з’єднувальними частинами при їх нагріванні і розплавленні або пластичній деформації. Для нагрівання і розплавлення використовують електричну дугу, яку відкрив в 1802 р. В.В. Петров. В 1888 р. Інженер- винахідник Слав’янов розробив і застосував спосіб дуового зварювання металевим плавким електродом. Дугове зварювання має значні переваги з раніш застосовуваними з’єднаннями частин, зменшуються сроки виробництва, покращується якість. Розвитку процесу зварювання приділяється велика увага. Науково- винахідницькі інститути. Лабораторії вузів і заводів працюють над вдосконаленням зварювального виробництва. Цю роботу очолює інститут електрозварювання ім. Є. О. Патона, досягнуто великих успіхів в створенні нових технологій. За останні роки в Україні досягнуто великих успіхів в розробці нових прогресивних методів зварювання, в створенні нового обладнання та в освоєнні зварювання особливих сталей, кольорових металів і сплавів. Сучасний рівень розвитку зварювання на Україні є міцною базою для подальшого її ефективного розвитку та ефективного використання, як потужного засобу значного підвищення продуктивності праці, економії матеріалів.
Загальний розділ Короткий опис конструкції. Корпус висувного підхвату призначений для утримання осі механізму краногово редуктора. Він є одним із основних елементів конструкції підйомного механізму. Дана конструкція повинна відповідати технічним вимогам точності виготовлення, її міцності особливо відповідності до зварювання, Зварювальні шви повинні відповідати: ГОСТ 14771-80 – дугове зварювання в захисному газі; вимоги передбачають надійність роботи, зручність виконання робіт і найбільшу економічність конструкції: · Передбачати високопродуктивні механізовані способи зварювання; · Забезпечити вільний доступ до місць зварних з'єднань; · Прагнути до найменшим обсягом зварювання, уникати близького розташування швів один до одного, освіти замкнутих контурів швами і орієнтації швів поперек напрямку напруг, що розтягують;
Корпус висувного підхвату складається з таких основних частин як: 1) Стійка (3 шт.) 2) Труба (1шт.) 3) Ребро (3 шт.) 4) Плита (1 шт.) 5) Фланець (1 шт.)
Матеріалом даної конструкції служить сталь: 15ГС Крім безпосередньо готових трубопроводів сплав 15ГС йде на виробництво трубних заготовок, листового і іншого сортового прокату. Сьогодні у продажу можна знайти денця, кільця, комірні фланці, штуцери, патрубки, трійники та інші деталі для комплектування енергетичних систем, наприклад, таких як теплові електростанції, трубопроводи яких працюють під тиском вище 3,9 МПа. Трубні заготовки зі сталі 15ГС йдуть на виробництво безшовних холодно, тепло, гарячедеформорованих, гарячепресованих, а також гарячепресованих скорочених труб, які використовуються в парових котлах і трубопроводах, для яких характерні високі і навіть надкритичні параметри тиску пару.
Дану конструкцію можна розбити на такі основні вузли:
Вузол І: складання, прихватка, зварювання ПОЗ.9 стійка з ПОЗ.6 фланець
Вузол ІІ: складання, прихватка та зварювання вузла 1 з ПОЗ.1 стійка (2 шт.) з ПОЗ.2 труба
Вузол ІІІ: складання, прихватка та зварювання вузла 2 з ПОЗ.4 плита
Характеристика.
[4 с.143] Хімічний склад у % матеріалу 15ГС.
[4 c.56] Технологічний розділ. Розкрій металу. При розкрійних роботах важливим фактором є зниження собівартості деталей є раціональне використання матеріалу. Ми прагнемо до максимального зниження технологічних відходів. Вибираємо розміри матеріалу використовуючи відповідні стандарти на асортимент. ГОСТ 19903-74 сталь листова гарячекатана. Сортамент. Вона поставляється товщиною 4...160 мм, шириною 600...3000 мм і довжиною 2000...8000 мм. Вибираємо лист габаритними розмірами 600х8000х70 Проводимо розкрій деталі позиції 4 плита 1Лист 600х8000х70 м, вага 262,8 кг. Деталь 600х970х70 - 1(шт.) Визначаємо % відходів З даного листа можна виготовити 8 шт. 8шт.х970мм=7760мм, залишок 240мм.
Проводимо розкрій деталі позиції 1 стійка 2 Лист 600х5000х40 м, вага 163,8 кг.Д Деталь 600х700х40 - 7(шт.) Визначаємо % відходів З даного листа можна виготовити 8 шт. 7шт.х700мм=4900мм, залишок 100мм.
Заготівельні операції При виготовленні зварних конструкцій очистка проводиться для видалення з поверхні металу забруднень, окалин, засобів концервації ускладнюючих процес складання і зварювання. Горячекалений прокат очищують у більшості випадків до його обробки. Для очистки беремо дробеметну установку. Розмітка Розміткою називається операція нанесення на поверхню заготовки ліній (рисок), що визначають згідно з кресленням контури деталі або місця, що підлягають обробці. Розмічальні лінії можуть бути контурними, контрольними або допоміжними. Контурні ризики визначають контур майбутньої деталі і показують межі обробки.
Контрольні риски проводять паралельно контурним «в тіло» деталі. Вони служать для перевірки правильності обробки. Допоміжними рисками намічають осі симетрії, центри радіусів заокруглень і т. д. Розмітка виконується на спеціальному столі. Для проведення розмітки використовується: рулетка, лінійки, сталеві кутники. Розміткою металу називається процес перенесення розмірів деталі з робочого креслення на метал і викреслювання на ньому деталі в натуральну величину. При багаторазовому повторенні розмітки якої-небудь деталі застосовують шаблон. Шаблоном називається пристосування, що має форму розмічається деталі, виготовлене з необхідною точністю за розмірами, які вказані в робочому кресленні.
Різання металу Різання – це одна з головних технологічних операцій, на виконання якої витрачається до 12-20% робочого часу, необхідного для виготовлення конструкції. Для різки товстого листового матерілу краще застосувати газо-різальні машини.
Контроль якості складання Контроль якості складання починається ще до того, як зварник приступить до зварювання. Контролю повинні підлягати всі стадії виготовлення конструкції. Високу якість забезпечують три стадії контролю: 1 стадія – попередня, проводиться до виконання складання і зварювання. 2 стадія – текуча, проводиться в процесі складання і зварювання. 3стадія – заключна, виконується після виконання зв. робіт. Перевіряється правильність розміщення всіх деталей на відповідність проекційній документації, наявність і рівномірність зазорів, ії величину. Треба перевірити розташування і розмір прихваток, наявність тріщин та інших дефектів. Набір візуального огляду контролю
Вибір способу зварювання Для зварювання каркасу з метою забезпечення якісного зєднання і по умовам доступності можна застосувати як ручну дугову так і напівавтоматичне зварювання в середовищі СО2. Ніпівавтоматичне зварювання забезпечує високу продуктивністьщо не можливо отримати при РДЗ, тому вибираємо напівавтоматичне зварювання в середовищі СО2. Цей вид зварювання використовується для швів в усіх положеннях в просторі. Продуткивність праці в 1,5 рази вище ніж при РДЗ. Забезпечується глибокий провар. Недоліки: розбризкування металу; під дією вітру зменшується захисна дія СО2. Відзначимо, що зварювальні напівавтомати доцільніше використовувати на виробництві, а не для роботи в домашніх умовах, оскільки робота на них вимагає певних навичок і вмінь. Найширше поширення зварювальні напівавтомати знайшли в роботі автосервісів, так як зварювальний шов полуавтоматом найбільш придатний для зварювання тонкого металу, використовуваного зараз в автомобілебудуванні. Такі шви при зварюванні напівавтоматом виходять якіснішими завдяки автоматичній системі подачі дроту і меншому нагріванню металу. Це дозволяє уникнути деформації металевої поверхні і отримати якісний шов, який не тріскається протягом довгого часу.
Особливо підходить зварювальний напівавтомат для точкового зварювання, коли потрібно накласти металеву «латочку» завдяки тому, що він має спеціальне сопло. Також виправдано застосування зварювальних напівавтоматів на будівництвах, коли щодня ведуться великі обсяги зварювальних робіт. При роботі з листами нержавіючої сталі та алюмінію в якості захисного газу для уникнення розбризкування металу використовують аргон, гелій, вуглекислий газ, або їх суміші. Вибір роду струму
Зварювання в середовищі СО2 плавким електродом проводиться на постійному струмі зворотньої полярності. Це пояснюється тим,що при прямій полярності процес зварювання характеризується великим розбризкуванням металу навіть при зварюванні на невеликих струмах і це приводить до зменшення глибини провару. Хоча коефіціент плавлення електродного дроту при зварюванні на полярності в 1,5-1,8 рази менший ніж при прямій полярності, цю перевагу в більшості випадків не вдається використати так як при зварюванні на прямій полярності ширина шву значно менша, а висота більша, чим при зварюванні на прямій полярності характеризується збільшенням окислення елементів і схильність шва до утворення пор.Отже, зварювання проводимо на постійному струмі зворотньої полярності.
Захисні матеріали В якості захисного газу використовуємо – вуглекислий газ ГОСТ 8050- 64 вуглекислий газ зріджений. Випускається 2 сортів: 1 чистотою 99,5%; 2 чистотою 99,0%. Газ 1 сорту потрібно вибирати для зварювання конструкцій відповідального призначення.
Фізична характеристика СО2
[5 c 183]
Хімічна характеристика СО2
[5 c 21]
Контроль якості зварювання Якість зварювання визначає надійність та довговічність зварної конструкції. Незалежно від міри відповідальності конструкції, перевірка якості зварного зєднання починається із зовнішнього огляду. Пи цьому можна визначити дефекти форми шва, підрізи, тріщини та ін. Застосовуємо лупу із 8-10 кратним збільшенням. Для даної конструкції можна застосувати апарат “УД2-70”- ультразвуковий дефектоскоп.
[11]
Курсовий проект З дисципліни: „ Технологічні основи зварювання плавленням” На тему: Розробка технологічного процесу заготівлі збирання та зварювання Корпус висувного підхвату
Студента _____ курсу___групи Напряму підготовки: 0101 Педагогічна освіта Спеціальності: 5.0101 0401 «Професійна освіта» (прізвище та ініціали) Керівник: П.П. Проценко
Національна шкала ____________
Члени комісії ___________ Щербак О.І. (підпис) (прізвище та ініціали)
___________ Проценко П.П. (підпис) (прізвище та ініціали)
_____________ Єгоров Є.Є (підпис) (прізвище та ініціали)
м.Київ 2016 рік Київський професійно-педагогічний коледж Імені Антона Макаренка
Спеціальність: 5.01010401«Професійна освіта. Зварювання»
Завдання На курсовий проект з предмету: «Технологічні основи зварювання плавленням» Тема: Розробити технологічний процес заготовки,складання та зварювання Корпус висувного підхвату Вихідні данні: матеріал: 15ГС Тип виробництва: Серійне Дата видачі: «______» ____________ 2016 р. Термін виконання: «______» ____________ 2016 р.
Студент гр.: _____ __________ _____________ (Підпис) (ПІБ)
Керівник проекту Проценко П.П.
Київ 2016 Загальний розділ 1.1. Короткий опис виробу (ескіз, призначення: опис: вимоги, що ставляться: характеристика технологічності, поділ конструкції на вузли)............................................................................................... 1.2. Характеристика матеріалу виробу (хімічний склад, фізико-механічні властивості, зварювальність).................................................................................................................................................... Технологічний розділ 2.1. Розкрій матеріалу для окремих елементів конструкції.................................................................. 2.1.1. Визначення процента відходу....................................................................................................... 2.2. Заготовчі операції. Вибір заготовчого обладнання..................................................................... 2.3. Технологічний процес складання конструкції: 2.3.1. Вибір способу складання;....................................................................................................... 2.3.2. Опис приймальних або сконструйованих пристроїв;....................................................... 2.3.3. Контроль якості складання;.................................................................................................... 2.4. Технологічний процес зварювання: 2.4.1. Вибір способу зварювання (обгрунтування переваги, ………………………... хімічний склад, механічні властивості направленого металу);...................................... 2.4.2. Вибір роду струму;................................................................................................................... 2.4.3. Вибір зварювальних матеріалів (загальна характеристика, хімічний склад, механічні властивості направленого металу);....................................... 2.4.4. Розрахунок або вибір режимів зварювання;........................................................................ 2.4.5. Вибір обладнання для зварювання;....................................................................................... 2.4.6. Контроль якості зварювання;................................................................................................. 2.4.7. Нормування, складання і зварювання................................................................................... 2.5. Способи зменшення зварювальної деформації......................................................................... 2.6. Інші види робіт..................................................................................................................................... 2.7. Технологічний процес, складання і зварювання конструкцій: короткий опис; виготовлення технологічних карт на складання і зварювання.................................. 3.Заходи промислової санітарії, техніки безпеки та протипожежної безпеки……… ГРАФІЧНА ЧАСТИНА Загальний вигляд зварної конструкції, на яку розробляється технологічний процес.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 467; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.216.239.46 (0.115 с.) |



 970 240
970 240



 8000
8000




