Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Шлифование боковых поверхностей витков червяка
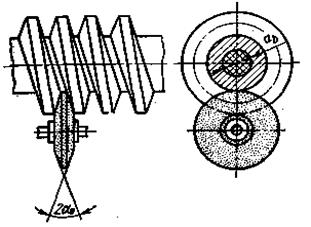
Шлифование витков архимедовых, эвольвентных и конволютных червяков производится обычно дисковыми кругами с криволинейными образующими режущей части, получающимися правкой кругов специальным устройством. Ось круга при этом составляет с осью шлифуемого червяка угол g (рис. 14).
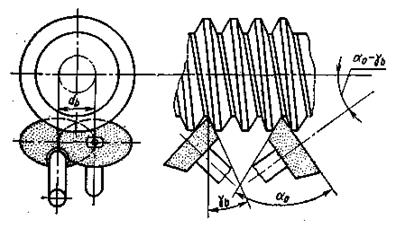
Для цилиндрических червяков ZA дисковым кругом с прямолинейной образующей части шлифованием можно выполнять только червяки 8-9-й степени точности ввиду значительных искажений профиля. Особенностью геометрии эвольвентных червяков является возможность шлифования их витков кругами с прямолинейными образующими конических поверхностей, совпадающими с образующими винтовой поверхности эвольвентного червяка (рис. 3.15). При такой схеме шлифования ось круга параллельна оси червяка.
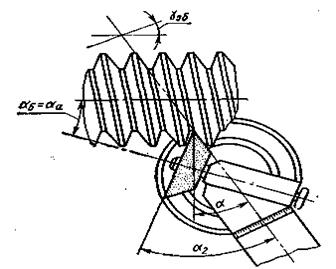
На рис. 3.16 представлена схема шлифования эвольвентного червяка образующей конуса чашечного круга. Каждая сторона витка шлифуется отдельно при своей установке круга. При схеме шлифования витков эвольвентного червяка торцевой плоскостью круга каждая сторона витка шлифуется отдельно. Торцевая плоскость круга при этой схеме шлифования должна лежать в плоскости, которая представляет собой боковую сторону зуба воображаемой рейки, входящей в зацепление с эвольвентным винтом.
На рис. 3.17 представлена схема шлифования архимедова червяка чашечным конусным кругом. Шлифование чашечным конусным кругом с прямолинейной образующей конуса позволяет обеспечивать точность профиля в пределах 8 - 9-й степени точности. При шлифовании чашечным кругом с прямолинейной образующей конусной части круга профиль витка ближе к архимедовой спирали, чем при шлифовании дисковым кругом. Для получения точного профиля шлифуемого червяка правку шлифовального круга необходимо осуществлять по кривой.
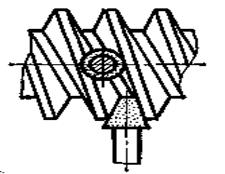
Крупномодульные архимедова и конволютные червяки (m > 25) шлифуются пальцевыми профильными кругами, при этом обеспечивается 8-9-я степень точности (рис.3.18).
Величина припуска под шлифование боковых поверхностей витков приведена в табл. 3.1. Большие припуски по таблице назначают для менее жестких червяков, а также в тех случаях, когда возможны значительные деформации при механической или термической обработке: для червяков, имеющих проточки для выхода инструмента; для червяков, боковые поверхности витков которых получают методами пластического деформирования; для червяков с увеличенными расстояниями между подшипниками или подвергаемых многократной термической обработке и т. д. Таблица 3.1 Величина припуска на шлифование боковых поверхностей витков цилиндрических червяков (на сторону), мм
При изготовлении прецизионных червяков после предварительного их нарезания перед цементацией и закалкой производится первое шлифование витков, чем обеспечивается минимальный и равномерный припуск на последующие операции. После термической обработки производят несколько шлифовальных операций с промежуточным восстановлением технологи-ческих баз и снятием остаточных напряжений путем выдержки червяка в течение нескольких часов в нагретой масляной ванне. Окончательное шлифование выполняется в термоконстантных условиях на прецизионном оборудовании.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 843; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.133.96 (0.006 с.) |