Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Нарезание двумя зубострогальными резцами
Нарезание конических колес с прямыми зубьями двумя резцами производят на зубострогальных станках методом обкатки. В процессе обработки на этих станках осуществляется зацепление зубьев обрабатываемого колеса с воображаемым производящим колесом. Резцы представляют собой зуб производящего колеса, а прямолинейные режущие кромки резцов являются сторонами смежных зубьев производящего колеса. Во время взаимной обкатки обрабатываемого колеса и резцов осуществляется формирование профиля зубьев колеса. Этот метод универсален, обеспечивает высокое качество обработки простым и дешевым инструментом. Однако недостатком является относительно низкая производительность станка. Метод широко применяется в единичном и серийном производстве. На станках нормальной точности достигается 7 - 8-я степень точности, а на станках повышенной точности – 6 - 7-я (ГОСТ 1758 - 81). При черновом нарезании зубьев методом одинарного деления оба резца, имеющие прямолинейные режущие кромки, обрабатывают противолежащие стороны зуба. Этот метод применяют для обработки колес с большой шириной зубчатого венца в единичном и мелкосерийном производстве. При методе двойного деления (рис. 2.7) верхний 1 и нижний 2 резцы работают каждый в отдельной впадине: одновременно обрабатываются две впадины зуба. Резцы имеют трапециевидный профиль, их проектируют отдельно для каждого колеса. Настройку механизма деления станка производят на число зубьев, вдвое меньшее числа зубьев нарезаемого колеса. Этот высокопроизводительный метод применяют в серийном производстве для чернового нарезания зубьев конических колес с модулем свыше 6 мм, числом зубьев более 24. Производительность станка по сравнению с производительностью станка, осуществляющего одинарное деление, выше на 80 %.
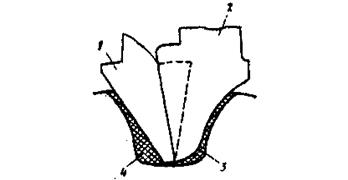
При чистовом нарезании конических колес с малым числом зубьев двумя резцами припуск по высоте профиля зуба неравномерен, наибольшая часть припуска 4 (рис. 2.8) снимается с ножки зуба. Это вызывает быстрое изнашивание инструмента, увеличение параметра шероховатости поверхности профилей зубьев и погрешности шага. Для уменьшения припуска в этой зоне под чистовую обработку у колес с числом зубьев менее 24 и модулем 2 - 6 мм черновое нарезание зубьев целесообразно производить фасонными резцами 2. Припуск 3 по высоте профиля зуба после чернового нарезания фасонными резцами 2 меньше и распределен значительно равномернее, чем припуск 4, полученный после нарезания стандартными резцами 1. Форма режущей кромки фасонного резца приблизительно соответствует форме окончательно обработанного профиля зуба колеса на внешнем торце, Черновое нарезание зубьев фасонными резцами способствует повышению точности, производительности и стойкости инструмента при чистовой обработке зубьев.
Зубострогальные резцы (ГОСТ 5392 – 80Е) применяют для чистовой обработки прямозубых конических колес с модулем 0,3 – 20 мм (рис. 2.9). Резцы изготовляют четырех типов: 1 – длиной L = 40 мм; 2 - L = 75 мм;
Резцы изготовляют из быстрорежущей стали, при длине более 40 мм допускается сварная конструкция. Державку резцов изготовляют из сталей 45 или 40Х твердостью HRСЭ 35 - 40. Твердость резцов цельных и режущей части сварных резцов HRCЭ 62 - 65. Параметр шероховатости поверхности рабочей стороны профиля резцов R а не должен превышать 0,32 мкм. Черновые резцы не стандартизованы. В единичном и мелкосерийном производстве чистовые резцы используют как черновые для чернового нарезания зубьев методом врезания за несколько проходов на пониженных режимах резания.
|
|||||||||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 198; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.108.9 (0.004 с.) |