Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление цилиндрических червячных передач
В цилиндрических червячных передачах наибольшим распространением пользуются следующие виды червяков (ГОСТ 18498 - 73): архимедовы (ZA), эвольвентные (ZI), конволютные с прямолинейными профилями витка (ZN1), конволютные с прямолинейными профилями впадин (ZN2), конволютные с прямолинейным нормальным профилем витка (ZN3) и образованные конусом (ZK1) и (ZK2). В последние годы находят применение передачи с червяками, витки которых в нормальном сечении имеют профили в форме дуги окружности - цилиндрические червяки, образованные тором (ZT1). Геометрия каждого из этих видов червяков связана со своими технологическими методами. Нарезание витков цилиндрических червяков в зависимости от масштаба производства и твердости может производиться различными способами. В единичном и мелкосерийном производстве червяки, не подвергаемые термической обработке или термически обработанные до твердости НRСэ 38, нарезают профильными резцами, дисковыми или пальцевыми фрезами, а при серийном и массовом производстве - вихревым способом или пластическим деформированием. Для червяков, закаленных до твердости НRСэ 51 и более, финишной операцией обработки рабочих поверхностей витков является шлифование. Главной технологической особенностью геометрии цилиндрических червячных передач, отличающей их от передач других видов, является то, что производящие поверхности (производящий червяк) инструмента при нарезании зубьев червячного колеса методом обката должны совпадать или определенным образом незначительно отличаться от рабочих поверхностей самого червяка. В качестве такого инструмента обычно применяются червячные фрезы, представляющие собой цилиндрический червяк, витки которого пересекаются винтовыми канавками для образования режущих граней, а боковые поверхности и поверхности вершин имеют затылки для образования задних углов резания. Режущие кромки фрезы должны при этом лежать на воображаемой поверхности червяка требуемого вида. Сами же по себе червяки и червячные колеса до образования элементов зацепления являются телами вращения и при их изготовлении используются обычные методы обработки.
Обработка витков цилиндрических червяков Нарезание цилиндрических червяков профильными резцами
На токарных станках
Архимедов червяк ZА имеет прямолинейный профиль витка в осевом сечении АА (рис. 3.4) и криволинейный профиль в нормальном сечении. Торцовое сечение витка - архимедова спираль. Эвольвентный червяк Z1 имеет прямолинейный профиль витка в сечении плоскостью, касательной к основному цилиндру, и криволинейный профиль в нормальном сечении; торцовое сечение - эвольвента. Виток конволютного червяка ZN1 имеет прямолинейный профиль в сечении ВВ, перпендикулярном витку, виток червяка ZN2 - в сечении ББ, перпендикулярном впадине, а виток червяка ZN3 - в сечениях ГГ, перпендикулярных линиям витка. Все конволютные червяки имеют в осевом сечении АА криволинейный профиль витка, а в торцовом сечении - удлиненную или укороченную эвольвенту.
Рис. 3.4. Сечения цилиндрических червяков: АА - осевое, ББ – сечение, нормальное впадине; ВВ - сечение, нормальное витку; ГГ - сечение, нормальное линиям витка
Наиболее технологичны червяки ZА, обработка которых на токарном станке практически ничем не отличается от обработки винтов с трапецеидальной резьбой. Резец устанавливают так, чтобы его режущие кромки лежали в осевой плоскости червяка. Установка двустороннего резца с прямолинейным профилем показана на рис. 3.5. Этот способ нарезания витка может быть рекомендован только для червяков с малым углом подъема линии витка вследствие различия условий резания по левой и правой сторонам. Для чистового нарезания червяков ZА с углом подъема линии витка до 10° рекомендуется раздельная обработка левой и правой сторон витка односторонними резцами. Установка односторонних резцов показана на рис. 3.6. При нарезании витков червяка односторонним резцом возможна поочередная обработка обеих сторон впадины одним резцом путем разворота червяка.
Схема установки резца при нарезании червяков типа ZN1 и ZN2 показана на рис. 3.7, 3.8. Конволютные червяки (ZN1 и ZN2) начисто нарезаются одним или двумя резцами с прямолинейными режущими кромками, располагаемыми для червяка ZN1 (рис. 3.7) в нормальном сечении витка и для червяка ZN2 (рис. 3.8) в нормальном сечении впадины. Углы профиля витка anT и в нормальном сечении впадины anS согласно ГОСТ 19036 – 73 принимаются одинаковыми, равными 20°.
Установка резца для нарезания витка червяка ZN3 с прямолинейным профилем в сечении, нормальном профилю, та же, что для нарезания витков червяка ZN2.
При нарезании эвольвентного червяка ZI резцы, имеющие прямолинейный профиль, устанавливаются так, чтобы горизонтальная плоскость, проходящая через режущую кромку, была касательной к основному цилиндру. Установка резцов при нарезании эвольвентных червяков показана на
Нарезание цилиндрических червяков методом фрезерования
Фрезерование производится на резьбофрезерных, зубофрезерных или специальных станках для фрезерования червяков. В качестве инструмента применяются дисковые или пальцевые фрезы. Фрезерование является более производительной операцией, чем нарезание резцами. Дисковые фрезы для предварительного нарезания червяков всех типов выполняются с трапецеидальным профилем. Для чистового фрезерования или под шлифование витков каждому типоразмеру червяка должна соответствовать специальная фреза с криволинейными режущими кромками. Нарезание червяков дисковыми фрезами в основном применяют для чернового фрезерования витков червяка, червяков не точнее 9-й степени точности. В случае использования дисковые фрезы с прямолинейными режущими кромками и расположением оси фрезы под углом g (рис. 3.11) оси червяка, начисто могут фрезероваться только червяки типа ZK1, у которых образующие винтовых поверхностей не являются прямыми линиями.
Для облегчения производства червяков ZI и ZN допускается использовать фрезы, имеющие прямолинейный профиль при условии, что получаемая погрешность профиля червяка будет меньше допуска, оставляемого на чистовую обработку. Методом фрезерования обрабатываются предварительно витки червяков с вогнутыми профилями типа ZT1 (цилиндрические, образованные тором червяки, ось которых скрещивается с осью производящего тора под углом, равным делительному углу подъема витка червяка), ZT2 (цилиндрические, образованные тором, ось которых скрещивается с осью производящего тора под углом, при котором одно из плоских сечений главной поверхности червяка является дугой окружности, совпадающей с образующей производящего тора). В качестве инструмента используется дисковая фреза с горообразной поверхностью. Пальцевые фрезы используются для фрезерования витков крупных червяков, когда отсутствует возможность использования какого-либо другого инструмента.
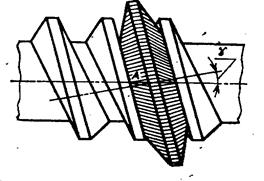
Зуботочение обкаточными резцами (вихревое нарезание витков) Этот метод заключается в нарезании червяков точением с непрерывной обкаткой. В качестве инструмента применяется прямозубое или косозубое эвольвентное режущее колесо (напоминающее зуборезный долбяк). Между вращением червяка и резца осуществляется принудительная кинематическая связь. Подача при резании происходит за счет осевого перемещения заготовки червяка (или суппорта с резцом) с синхронным дополнительным вращением резца (рис. 3.12). Нарезание червяков методом зуботочения может производиться на специальных станках (модель ЕЗ-10А) или зубофрезерных при наличии тангенциальной подачи суппорта. В зависимости от геометрии и заточки резца, а также от взаимного расположения червяка и резца могут обрабатываться червяки с различной геометрией (архимедовы, конволютные, эвольвентные).
Для червяков, подвергаемых термической обработке, нарезание является предварительной операцией, выполняемой с припуском под шлифование.
Накатывание витков червяка. Накатывание - наиболее производительный и наименее материалоем-кий способ обработки. Накатывание производят на роликовых накатных станках (станах). Червяки с m < 3 мм накатывают на двухроликовых станках в холодном состоянии, а при m ³ 3 мм – на трехроликовых станках, нагревая заготовку обычно с помощью ТВЧ. Принципиальная схема накатных станков показана на рис.3.13.
Отклонения размеров (мм) винтовых поверхностей червяков, получаемых холодным накатыванием (m = 1…2 мм), следующие: По шагу……………………………………………………………………….0,015 По толщине зуба на делительном диаметре………………………….0,02 - 0,03 По радиальному биению витка червяка относительно оси центров…0,1 - 0,25 По колебаниям диаметра впадин……………………………………………..0,05
Если центровые отверстия обработать после накатывания, базируя заготовку на рабочие профили, то радиальное биение можно уменьшить до 0,04 - 0,08 мм. Таким образом, холодным накатыванием можно получить червяки, соответствующие 8-й степени точности, а по отдельным параметрам - 7-й степени точности.
Отклонения размеров (мм) винтовых поверхностей червяков, получаемых горячим накатыванием, следующие: По шагу………………………………………………………………… 0,03 - 0,05 По толщине зуба на делительном диаметре…………………………. 0,03 - 0,05 По радиальному биению витка червяка относительно оси центров.….0,3 - 0,8 По колебаниям диаметра вершин, не более…………………………………...0,4 По колебаниям диаметра впадин при m < 5 мм, не более……………………0,1
|
|||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-20; просмотров: 1052; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.115.120 (0.023 с.) |