
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обробка заготовок на внутрішньошліфувальних верстатах
Сутність безцентрового шліфування полягає в том, що заготівка в процесі обробки не закріплюється в центрах і інших затискних пристосуваннях, а базується на опорному ножі верстата і провідному крузі (мал. 22.9). Таким чином, можливо шліфування великими партіями не тільки заготовок кілець, гільз, але і заготовок, що мають велику довжину і малий діаметр. Обробка заготовки (заготовок) 2 полягає в наступному. Шліфувальний 3 і ведучий 7 круги обертаються з різною частотою. Окружна швидкість шліфувального круга в 50—60 разів вище за окружну швидкість провідного круга. Конструктивно провідний круг виконаний так само, як шліфувальний, але на основі в'язких, вулканітових зв'язуючих речовин, що забезпечують контакт із заготовкою практично без ковзання. В цьому випадку миттєва окружна швидкість в точці Л (точка контакту) буде однаковою для заготовки і провідного круга. Розглянемо схему безцентрового шліфування на прохід (мал. 22.9). Для забезпечення переміщення заготівки уздовж осі шліфувального круга в провідного круга передбачений нахил у вертикальній площині на 0—8° до осі шліфувального круга. Враховуючи це, а також однакові окружні швидкості провідного круга і заготовки в місці контакту, розкладемо вектор кутової швидкості провідного круга на складові щодо заготовки: вертикальну — вектор кутової швидкості заготовки і горизонтальну — вектор швидкості переміщення заготовки уздовж своєї осі. Тоді окружна швидкість (м/мин) заготовки vз.окр=vвcosa×k. Швидкість (м/мин) повздовжнього переміщення заготовки по направляючих ножа 4vз.пр=vвcosa×k, де a кут нахилу ведучого круга; k — коефіцієнт прослизання.
1) метод копіювання (мал. 22.10, а, б), при якому профіль круга відповідає профілю деталі;
2) метод огинання профілю на заготовці робочою поверхнею круга за рахунок відносного руху обкатки (мал. 22.10, в); 3) метод еквідістантного шліфування, при якому рух подачі круга здійснюється по траєкторії, еквідістантної по відношенню до шліфованого профілю (мал. 22.10, г, д), тобто віддаленій на однакову відстань від утворюючого шліфованого профілю.
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 259; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.171.20 (0.005 с.) |

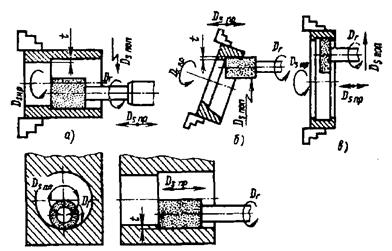 Внутрішнім круглим шліфуванням обробляють внутрішні поверхні. Обробка проводиться наступними методами: шліфування з подовжнім рухом подачі (мал. 22.8, а, б), врізне шліфування з поперечним рухом подачі, врізне шліфування з додатковою осциляцією круга (мал. 22.8, е), шліфування з планетарним Ds.пл рухом круга (мал. 22.8, г). При планетарному русі шпиндель з кругом крім головного руху скоює ще обертальне, щодо осі оброблюваного отвору. Метод застосовують для шліфування отворів у важких корпусних заготовках. При шліфуванні внутрішніх отворів діаметр шліфувального круга завжди повинен бути менше діаметра отвору, чим утрудняє внутрішнє шліфування (мала жорсткість шпинделя, особливо при шліфуванні глибоких отворів, великий лінійний знос круга, оскільки велика дуга контакту інструменту і заготовки, утруднена подача ЗОР). Охолоджування повинне подаватися під великим тиском через спеціальні сопла, а в особливо відповідальних випадках застосовують подачу ЗОР спеціальними методами.
Внутрішнім круглим шліфуванням обробляють внутрішні поверхні. Обробка проводиться наступними методами: шліфування з подовжнім рухом подачі (мал. 22.8, а, б), врізне шліфування з поперечним рухом подачі, врізне шліфування з додатковою осциляцією круга (мал. 22.8, е), шліфування з планетарним Ds.пл рухом круга (мал. 22.8, г). При планетарному русі шпиндель з кругом крім головного руху скоює ще обертальне, щодо осі оброблюваного отвору. Метод застосовують для шліфування отворів у важких корпусних заготовках. При шліфуванні внутрішніх отворів діаметр шліфувального круга завжди повинен бути менше діаметра отвору, чим утрудняє внутрішнє шліфування (мала жорсткість шпинделя, особливо при шліфуванні глибоких отворів, великий лінійний знос круга, оскільки велика дуга контакту інструменту і заготовки, утруднена подача ЗОР). Охолоджування повинне подаватися під великим тиском через спеціальні сопла, а в особливо відповідальних випадках застосовують подачу ЗОР спеціальними методами. Безцентрове кругле зовнішнє шліфування
Безцентрове кругле зовнішнє шліфування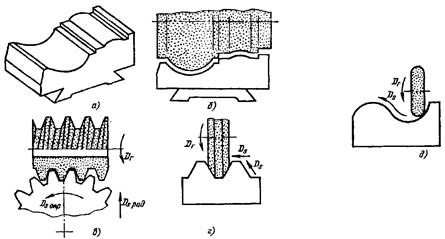 Міняючи кут нахилу провідного круга а, можна змінювати в значній мірі кутову швидкість і швидкість поступального руху заготовки. При a=0 vз.пр = 0 відбувається врізне шліфування. Робоча поверхня шліфувального круга складається з чотирьох ділянок, кожний з яких виконує свою функцію. Ділянка а — ділянка входу заготовки, або заборний конус. Висота цього конуса 10—30 мм. Кут його нахилу сприяє безперешкодному входженню заготовок в зону різання з граничними значеннями припуску. Основну частину круга по висоті займає робочий конус b, який знімає припуск із заготовки і забезпечує рівномірність його знімання. Циліндрична калібруюча зона с забезпечує заданий параметр шорсткості поверхні після зрізання основного припуску Довжина калібруючої ділянки не більше 110 мм. Зона d має зворотну конусність і служить для напряму заготовок після обробки, довжина цього конуса не перевищує 20—30 мм. Окрім заготовок, що мають форму тіла обертання, а також заготовок з прямолінійною утворюючою, які можна обробити на кругло, плоско, бесцентрово-шліфувальних верстатах абразивними інструментами простої форми (ПП, ЧЦ, 41 та т. п.), існує велика група заготовок, що мають поверхні фасонів, складних, до шорсткості і параметрів точності яких пред'являють високі вимоги: зубчаті колеса, шліцьові вали, куркульки, лопатки турбін, компресорів, різці фасонні, профільні шаблони, копіри і т.п.
Міняючи кут нахилу провідного круга а, можна змінювати в значній мірі кутову швидкість і швидкість поступального руху заготовки. При a=0 vз.пр = 0 відбувається врізне шліфування. Робоча поверхня шліфувального круга складається з чотирьох ділянок, кожний з яких виконує свою функцію. Ділянка а — ділянка входу заготовки, або заборний конус. Висота цього конуса 10—30 мм. Кут його нахилу сприяє безперешкодному входженню заготовок в зону різання з граничними значеннями припуску. Основну частину круга по висоті займає робочий конус b, який знімає припуск із заготовки і забезпечує рівномірність його знімання. Циліндрична калібруюча зона с забезпечує заданий параметр шорсткості поверхні після зрізання основного припуску Довжина калібруючої ділянки не більше 110 мм. Зона d має зворотну конусність і служить для напряму заготовок після обробки, довжина цього конуса не перевищує 20—30 мм. Окрім заготовок, що мають форму тіла обертання, а також заготовок з прямолінійною утворюючою, які можна обробити на кругло, плоско, бесцентрово-шліфувальних верстатах абразивними інструментами простої форми (ПП, ЧЦ, 41 та т. п.), існує велика група заготовок, що мають поверхні фасонів, складних, до шорсткості і параметрів точності яких пред'являють високі вимоги: зубчаті колеса, шліцьові вали, куркульки, лопатки турбін, компресорів, різці фасонні, профільні шаблони, копіри і т.п. Всі ці поверхні обробляють на спеціальних верстатах і спеціальними шліфувальними кругами, що мають складний профіль. Профільне шліфування можна здійснювати різними методами, але найбільш поширені з них три:
Всі ці поверхні обробляють на спеціальних верстатах і спеціальними шліфувальними кругами, що мають складний профіль. Профільне шліфування можна здійснювати різними методами, але найбільш поширені з них три:


