Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Протяжки для внутрішнього протягування
Схема різання - графічне зображення плавної зміни профілю заготовки в процесі протягування - часто визначає конструкцію протяжки. Схеми різання деяких найбільш поширених видів протяжок: - Профільна схема характерна тим, що кожен наступний зуб протяжки знімає тонку стружку по всій ширині оброблюваної поверхні, наприклад по всій ширині шліца, по всій довжині окружності. Така протяжка часто називається одинарною і дає значні розміри різання, а значить і значні сили протягування. - Генераторна схема передбачає зняття припуску ріжучими зубцями паралельними шарами на окремих ділянках, і тільки останні зачищуючі зубці знімають тонкий шар по всій поверхні. Генераторна схема різко спрощує виготовлення і заточку, особливо фасонних протяжок. - Груповий метод побудови схеми різання передбачає розділ загального зрізаємого шару на невелику кількість товстих шарів. Ці шари можуть зніматись з різними величинами підйому зуба. В групової прогресивної протяжки всі ріжучі зубці розділені на групи (два, три і т.д.) зубців, що мають однаковий діаметр, але збільшуються за шириною. Цей метод називають прогресивним протягуванням; при цьому зрізаються товсті, порівняно вузькі стружки, і стійкість такої протяжки в середньому в 2 рази краща стійкості протяжки, розрахованої за першим методом. До недоліків прогресивного протягування можна віднести важче виробництво протяжок. Під припуском розуміється загальна товщина шару металу, який необхідно зрізати при протягуванні. Величина номінального припуску для круглих отворів, оброблених перед протягуванням свердлом чи зенкером,
Де D - номінальний діаметр отвору в мм; L - довжина протягуємого отвору в мм. Припуск є головним при розрахунку протяжки. Формули для знаходження припуску в залежності від форми оброблюваного отвору для інших типів протяжок даються у відповідній літературі. В розмір припуску повинен входити також допуск на виготовлення отвору. Конструювання протяжки починається з вибору схеми різання для зняття даного припуску. Потім конструктор приймає для вибраної схеми різання відповідні підйоми зуба виходячи з умови, що ріжуча частина протяжки повинна зняти майже повністю припуск. При вибраній схемі різання необхідно прийняти певні зміни величини підйому зуба по групам зубів. При прогресивній схемі різання в протяжок величину підйому зуба а значно збільшуються і досягають декількох десятих частини міліметра (0,1-0,35) і вище. В табл. 3 приведені величини а (за даними ВНИИ) для внутрішніх протяжок з профільною і генераторною схемами різання.
Таблиця 3. Значення підйому зуба а в мм
Конструктор визначає розміри впадини та зуба протяжки в повздовжньому перерізі виходячи з того, що стружка, знімається зубом протяжки, повинна повністю залишитися в впадині до кінця проходу. Отже площа повздовжнього перерізу впадини повинна бути більше площі повздовжнього перерізу стружки. Між площею впадини F і площею поперечного перерізу стружки F1 можна встановити таке співвідношення:
Коефіцієнт К приймається в межах 3-6, причому величина К приймається меншою для крихких матеріалів, які дають елементарну стружку, яка займає менший об'єм в впадині, ніж зливна. Площа повздовжнього перерізу стружки, що знімається одним зубом протяжки,
де L - довжина поверхні, що протягується; а - підйом зуба. Необхідна площа перерізу впадини
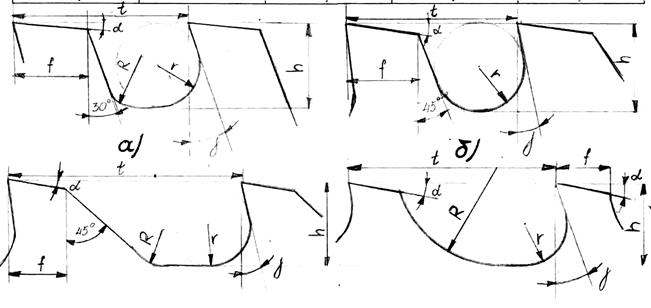
Для протяжок, що працюють по профільній та генераторній схемам різання, часто застосовується форма зубців та впадин протяжки, зображена на мал.2,б та в; розміри приведені в табл. 4. По одержаному значенню F можна підібрати інші розміри зуба та впадини. На мал.2,г показана форма зубів рекомендована НИИТАвтопромом для групових протяжок; в цьому випадку h»0,4t, r=0,5t, f=0,3t, R1=0,7t. Отриману при цьому розрахунку форму впадини та зуба з усіма розмірами необхідно перевірити на рівномірність роботи. Таблиця 4. Розміри профілю зуба та форми протяжки.
Рис.2. Форми зубів та впадин між зубами протяжки
Крок зубців протяжки повинен бути таким, щоб він міг забезпечувати рівномірне навантаження та рівномірний процес різання Тому крок перевіряють в залежності від довжини L деталі що обробляється за емпіричними формулами: Для одинарних протяжок t=(1,25¸1,5)ÖL; Для групових протяжок t=(1,45¸1,9)ÖL; Кількість одночасно працюючих зубців для спокійної роботи протяжки повинна бути не менша трьох; при обробці коротких заготовок припускається кількість одночасно працюючих зубців до двох; дуже короткі заготовки наприклад дискові фрези, протягуються пакетом по декілька штук, і крок розраховується на загальну довжину пакету. Крок калібруючих зубців приймається таким самим, як і у ріжучих зубців чи трохи меншим (0,6-0,7 кроку ріжучих зубців). Стружкорозділювальні канавки призначені для поділу стружки на частини; це полегшує роботу протяжки і створює кращі умови розміщення стружки в впадині зуба.
Для шпоночних протяжок, плоских зовнішніх і фасонних протяжок число і розміри стружкорозділювальних канавок приймаються в залежності від певних умов (в довідниках). Число ріжучих зубів протяжки
де А - припуск під протягування; наприклад, для круглої протяжки рівний різниці між найбільшим допустимим діаметром протягнутого отвору і діаметром попереднього отвору; а - підйом зуба. Число калібруючих зубців zк вибирається від 3 до 8, причому більша кількість зубців приймається для обробки більш точних отворів. Додатково між ріжучими та калібруючими зубами часто роблять три-чотири зачищаючих зуба, залишаючи на них незначну частину припуску. Хвостовик протяжки служить для закріплення її в патроні протяжного верстату. Патрони поділяються на кулачкові, різьбові та клинові. Хвостовики шпоночних протяжок під кулачкові патрони, а також хвостовики для круглих протяжок під кулачкові патрони стандартизовані. Хвостовики для закріплення протяжки других видів закріплень. зустрічаються рідше. Вибрані елементи протяжки - профіль зуба, крок, профіль впадини, форма та розміри хвостовика і т.д. - повинні бути перевірені розрахунком на міцність. Питання для самоперевірки
1. Класифікація схем різання. 2. Яка схема різання більш продуктивна?
|
|||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 388; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.218.38.125 (0.014 с.) |


 ,
,