
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Нарізання різьби різцями і різьбовими гребінками
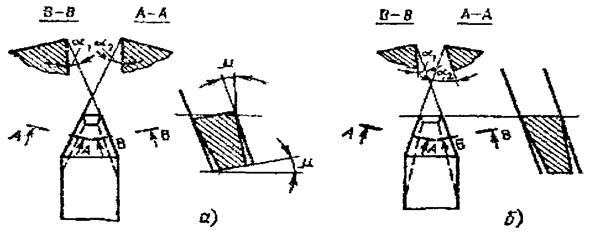
Різьба з малими відхиленнями, що допускаються, від співвісності з іншими поверхнями і високою точністю кроку нарізається різьбовими різцями на токарному верстаті. При цьому методі подача завжди чисельно дорівнює кроку нарізаємої різьби: S == Р, частину ріжучих різьбових різців виготовляють зі швидкоріжучої сталі і твердих сплавів. Різці підрозділяють на внутрішні і зовнішні. Профіль ріжучої частини різця відповідає профілю нарізаємої різьби. У процесі нарізування різьби можлива деяка “розбивка” профілю, тому кут профілю різців занижують: для швидкорізальних сталей на 10 — 20', для твердосплавних на 20 — 30'. При чорновій обробці передній кут g різьбових різців g = 5...100°, а при чистовій обробці g = 0. Задні кути на бічних лезах рівні a1 = a2 = 6°. При такому заточенні утвориться задній кут під вершиною різця a = 12...15°. Щоб уникнути тертя оброблюваного профілю об задню поверхню різьбового різця (ліву чи праву) в залежності від напрямку різьблення при великому кроці нарізаємої різьби (трапецеїдальні різьби) застосовують два способи заточення різьбового різця. При першому способі різець, заточений з однаковими задніми кутами (a1 = a2), при установці повертають на кут підйому витків різьблення m (мал. 19.4, а), забезпечуючи тим самим рівність задніх кутів при гострінні. При другому способі різець заточують з різними задніми кутами — лівим і правим. Задній кут різця з боку напрямку руху подачі робиться більше, ніж кут підйому гвинтової лінії різьби. Для правої різьби a2зат = a2 + m, де m — кут підйому витків різьби. Тоді для лівої різьби a1зат = a1 + m (мал. 19.4, б).
Рис. 19.4. Установка різьбового різця при нарізуванні трапецеїдальної різьби: а) з поворотом різця на кут нахилу гвинтової лінії; б) заточення різця з різними кутами a1 і a2
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 886; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.80.45 (0.004 с.) |
 Нарізування різьби на токарному верстаті характеризується швидкістю різання v, подовжньою подачею, чисельно рівною кроку Р, поперечною подачею Sпоп, схемою зрізування припуску з западини різьбової канавки (мал. 19.5).
Нарізування різьби на токарному верстаті характеризується швидкістю різання v, подовжньою подачею, чисельно рівною кроку Р, поперечною подачею Sпоп, схемою зрізування припуску з западини різьбової канавки (мал. 19.5). Для зручності налагодження і налагодження і спрощення повторних заточень широко застосовують призматичні з механічним кріпленням і круглі різьбові різці (мал. 19.6).
Для зручності налагодження і налагодження і спрощення повторних заточень широко застосовують призматичні з механічним кріпленням і круглі різьбові різці (мал. 19.6).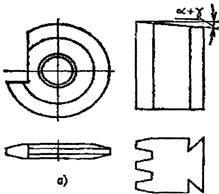 На токарних верстатах нарізають одно " і багатозаходні різьби різних кроків, кріпильні різьби (метричні, дюймові), що кріпильно-ущільнюють різьби (трубні, конічні), різьби, що передають рух (прямокутні, трапецеїдальні, круглі). Для нарізування наскрізних внутрішніх і зовнішніх різьб часто застосовують гребінки інструмент, що ріже по профілю і схемі різання, що нагадує перо мітчика, тобто інструмента, що має забірну частину - ріжучу і калібруючу. Гребінками нарізають різьблення на повну висоту профілю за один робочий хід
На токарних верстатах нарізають одно " і багатозаходні різьби різних кроків, кріпильні різьби (метричні, дюймові), що кріпильно-ущільнюють різьби (трубні, конічні), різьби, що передають рух (прямокутні, трапецеїдальні, круглі). Для нарізування наскрізних внутрішніх і зовнішніх різьб часто застосовують гребінки інструмент, що ріже по профілю і схемі різання, що нагадує перо мітчика, тобто інструмента, що має забірну частину - ріжучу і калібруючу. Гребінками нарізають різьблення на повну висоту профілю за один робочий хід У випадку нарізування багатозахідних різьб обробку роблять послідовно — кожен захід нарізається після повороту заготівки на 1/k окружності щодо нерухомого різця, де k — число заходів. Багатозахідні різьби можуть оброблятися одночасно декількома різцями з подачею, чисельно рівною kP.
У випадку нарізування багатозахідних різьб обробку роблять послідовно — кожен захід нарізається після повороту заготівки на 1/k окружності щодо нерухомого різця, де k — число заходів. Багатозахідні різьби можуть оброблятися одночасно декількома різцями з подачею, чисельно рівною kP.


