
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Торцеві фрези з гострими зубцями
У даний час більшість робіт з фрезерування площин виконується торцевими фрезами.
ГОСТ 9304-59 передбачені фрези з дрібним зубом (тип І), які дають чисту поверхню і служать для чистових і напівчистових робіт. Діаметр фрези D діаметр отвору d і ширина фрези визначені стандартом. Геометричні параметри рекомендуються: передній кут g =12°, задній кут a== 14°; у фрез торцевих із дрібним зубом w = 25 — 30°, у фрез з великим зубом w =35—40°.
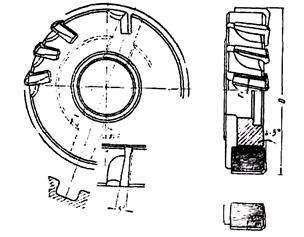
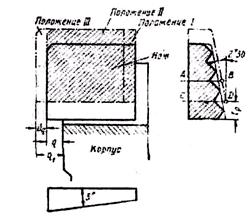
Фреза, зображена на мал. 1, складається також з корпуса і ножів, але клиноподібний ніж і паз у корпусі мають два кути: повздовжній кут 5° і кут 2°30', тобто паз у корпусі розширюється по напрямку до дна. Другий кут 2°30' дає можливість одержати додаткове висування ножа з корпуса при перестановці ножів на наступне рифлення. На справді, якщо ніж, що має один кут 5°, переставити на одне рифлення, то він займе положення II (на мал. 2 заштриховане); виліт його з корпуса не зміниться. Якщо ж ніж і паз мають подвійний кут (кут 5° і кут 2°30'), то при перестановці на одне рифлення ніж у корпусі займе положення III, і виліт його з корпуса збільшується. На мал. 3б показана збірна фреза з клиноподібними рифленими ножами, аналогічна фрезі з вставними ножами зі швидкоріжучої сталі. Такі фрези застосовуються переважно для обробки чавуна, і тому вони оснащені найчастіше твердим сплавом марки ВК8. За ГОСТ 9473—60 фрези випускаються діаметром 80—630 мм.
Ножі і пази мають подвійний кут клина 5° і 2°30'. Торцева збірна фреза, призначена для швидкісного фрезерування сталі, показана на мал. 4. За ГОСТ 8529—57 фрези виготовляються діаметром 100— 630 мм із m = 8 — 30. Ножі 2 мають трапецієподібний поперечний переріз. Вони кріпляться в клиноподібному пазу корпуса 1 гладкими клинами 3 з кутом 5°. Трапецієподібна форма додана ножам, для того щоб виникаючі при роботі фрези радіальні зусилля не виривали ніж з паза корпуса фрези. Як ножі, так і пази в корпусі мають гладкі стінки, без рифленні.
Крім описаних типів фрез, існує велика різноманітність інших типів кріплення ножів, що приводяться в технічній літературі останнього року.
Загальною метою конструкторів є забезпечення гарне і швидке встановлення ножів у корпусі, для того щоб при заточенні ножів знімався по можливості менший шар твердого сплаву. В окремих конструкціях забезпечується заточення ножів перед зборкою їх у корпус. Таке заточення допускають, наприклад, торцеві фрези конструкції ВНИИ. У корпусі 1 нож 2 встановлюють відносно точно виконаних двох стінок паза, а за допомогою торцевого гвинта 3 і настановного кільця 4 фіксують його виліт.
Питання для самоперевірки
1. Які є типи фрез? 2. Які конструктивні елементи фрез є основними? 3. Як визначити діаметр торцевої фрези? 10. ЧЕРВ’ЧНІ ЗУБОРІЗНІ ФРЕЗИ [Література (5) с.288...307]
Студенти повинні знати: різні конструкції черв’ячних фрез, їх призначення і розрахунок. Студенти повинні вміти: розраховувати і конструювати черв’ячні фрези.
Перш ніж розглянути окремі елементи конструкції черв'ячних зуборізних фрез, розберемо типи черв'яків, на яких побудоване профілювання і розрахунок черв'ячних фрез для евольвентного зачеплення. Бічна поверхня витка черв'яка є гвинтовою поверхнею, що утвориться в результаті гвинтового руху відрізка прямої лінії
У перетині бічної поверхні черв'яка площиною, перпендикулярної до осі, виходить архимедова спіраль. Поверхнею черв'яка може бути і гвинтова поверхня, утворена при русі прямої липни АВ, що не проходить через вісь черв'яка (мал. 289,6). Уявимо собі деякий циліндр радіуса г0; лінію АВ направимо по дотичній до бічної поверхні циліндра. Кут нахилу t цієї лінії стосовно площини, перпендикулярної до осі циліндра, візьмемо рівним куту підйому w0 гвинтової лінії на циліндрі радіуса rо. Тоді в результаті гвинтового руху лінії АВ виходить гвинтова поверхня, що зветься евольвентною гвинтовою поверхнею, тому що в перетині площиною, перпендикулярної до осі, виходигь евольвента. Циліндр радіуса rо називається основним циліндром гвинтової евольвентної поверхні. Третя гвинтова поверхня, показана на мал. 289, в, має прямолінійний профіль у нормальному перетині витка (чи западини) з кутом підйому tд гвинта до осі на ділильному циліндрі. У перетині площиною перпендикулярної до осі, третій тип черв'яка дає подовжену евольвенту. Черв'ячна фреза являє собою того ж черв'яка, але на відміну від останнього фреза має ріжучі кромки. Черв'ячні фрези, як і черв'яки, також можуть бути трьох типів: Архімедові (із прямолінійним профілем у осьовому перетині), евольвентні (фрези з прямолінійним профілем у нормальному перетині по витку або западині). Архімедові евольвентні черв'ячні фрези виготовляються в основному для фрезерування черв'ячних коліс, причому перші із них - архімедові черв'ячні фрези - одержали більше поширення, тому що їхній простіше виготовляти, чим евольвентні фрези. Черв'ячні фрези з прямолінійним профілем у нормальному перетині одержали широке поширення для фрезерування циліндричних коліс із прямими і гвинтовими зубами і дотепер вони є основним типом фрез для фрезерування циліндричних коліс. Поряд з цим для фрезерування циліндричних коліс знаходять застосування архімедові черв'ячні фрези з прямолінійним профілем в осьовому перерізі і навіть із прямою канавкою.
Крім зазначених типів циліндричних черв'яків і черв'ячних фрез, застосовуються конічні черв'яки і конічні черв'ячні фрези, глобоїдальні черв'яки (утворені не на прямому циліндрі, а на глобоїді) і глобоїдальні фрези для їхнього виготовлення. Чорнові черв'ячні фрези робляться зі зниженою точністю, часто з не шліфованим профілем зуба. Для підвищення виробництва чорнові фрези інколи виготовляють двузаходними При збільшенні числа заходів фрези у визначене число раз у стільки ж раз повинно збільшуватися число обертів колеса. Однак практика показує, що підвищення продуктивності при застосуванні двухзаходних фрез порівняно невелике (до 20%), тому що зі збільшенням кута нахилу канавок різко погіршуються умови різання на бічних сторонах профілю і приходиться знижувати подачу. Застосування трьохзаходних фрез зовсім не виправдується.
Зібрані черв'ячні фрези з вставними гребінчастими ножами виготовляють з метою економії швидкоріжучої сталі. Корпус цих фрез виготовляється з конструкційної сталі, а гребінчасті ножі - зі швидкоріжучої сталі. Існує багато конструкцій збірних черв'ячних фрез. Фреза з уставними гребінками великого модуля (м = 10¸36 мм) показана на мал. 290. У корпусі 1 фрези, виготовленої з конструкційної сталі (рекомендується застосування хромистої стлілі 40Х), профрезеровані клиноподібні пази, що звужуються до центра (ухил 1:10). У пази запресовані гребінчасті ножі 2 зі швидкоріжучої сталі. На обох торцях фрези проточені буртики, причому кінці запресованих ножів виступають по обидва боки корпуса і проточуються разом з корпусом. На ці буртики насаджуються бічні кільця 3 у нагрітому вигляді (при температурі 300° С). Остигаючи, кільця стискуються і на зразок обруча охоплюють буртики з гребінчастими ножами. Після охолодження виходить монолітна, дуже міцна конструкція; фреза по міцності нічим не відрізняється від цільної фрези. Ця конструкція дає надійне, гарне кріплення, але не дозволяє робити зміну ножів.
З метою створення раціональних задніх кутів на бічних ріжучих кромках, (до 10°) ВНІІ запропонована конструкція черв'ячної збірної фрези з гостро заточеними зубами (мал. 291). У корпус 1 фрези вставляються комплекти зубів 2, що, з одного боку, щільно притискаються до сухарів 3 привернутими гвинтами 4, з іншого боку, кріпляться затискними гвинтами 5. Ріжучі зуби, що ріжуть, окремо від корпуса шліфуються в спеціальних пристосуваннях. При цьому утворяться плоскі (чи близькі до плоского) задні поверхні. Збільшені задні кути сприяють підвищенню стійкості в порівнянні зі звичайними фрезами. Фрези допускають до 15 переточувань, після чого може бути поставлений новий комплект зубів. Застосовуються також фрези для попереднього нарізування зубів коліс під шевінгування з великими подачами (до 10 мм/об). На мал. 292 показана схема черв'ячної чистової однозаходної насадної фрези з усіма конструктивними елементами і профіль її зуба в нормальному перетині. На малюнку tn - крок профілю зуба в нормальному перетині; tос, - крок профілю в осьовому перерізі; an - кут профілю в нормальному перетині; Sn - товщина зуба в нормальному перетині; Н - висота зуба; Н1 і Н2 - відповідно висота голівки і ніжки зуба; D, зовнішній діаметр фрези; D - діаметр отвору фрези; D, - розрахунковий діаметр ділильного циліндра; w - кут нахилу гвинтових канавок (звичайно дорівнює куту підйому витків черв'яка t на ділильному циліндрі); Sк - крок гвинтових канавок: V - кут канавкової фрези; г - радіус заокруглення западини; Н - глибина канавки; a1 - задній кут; g - передній кут; К і К1 - величина затилування; D1 - діаметр буртиків. Перейдемо до визначення основних конструктивних елементів фрези в тому порядку, у якому виробляється розрахунок черв'ячних фрез. Визначення профілю в нормальному перетині. Профіль фрези в нормальному перетині (мал. 292) повинний відповідати робочому контуру рейки, якою проводиться обробка нарізання коліс. Дані, що відносяться до профілю, будуть наступні.
Висота голівки зуба h1 фрези визначається по формулі h1 = 1,25 m, тобто береться рівній висоті ніжки зубчастого колеса.
Повна висота зуба h =h1 + h, таким чином, для нормального (a = 20°) зачеплення по стандарті дорівнює 2,5 m.
Крок tn повинний бути рівним кроку нарізаємого колеса при нарізуванні коліс із прямими зубами; для коліс з косими зубами крок tn повинний бути рівним кроку колеса в нормальному перетині. Товщина Sn зуба в нормальному перетині
Зуб черв'ячної фрези має заокруглення у вершині і западині: радіус у вершини r1 = (0,25 - 0,3) т, радіус у впадини rз = (0,2 – 0,3) т. Якщо профіль повинен бути фланкованим, то даються відповідні елементи фланкування. У такий спосіб визначаються всі елементи стандартного (a = 20°) профілю в нормальному перетині. Якщо зубчасте колесо має спеціальний чи корегований профіль, то відповідно повинні бути узяті інші елементи профілю; ці елементи звичайно вказуються в робочому кресленні зубчастого колеса. Існує два принципово різних методи профілювання і виміру профілю фрез: у нормальному перетині (як було описано вище) і в осьовому перерізі. Більш точно можна спрофілювати фрезу, вимірюючи профіль в осьовому перерізі [118]. У ГОСТІ 9324-60 даний такий метод перевірки і профілювання нарівні з методом перевірки і профілювання в нормальному перетині. Визначення зовнішнього діаметра фрези. Чим більше зовнішній діаметр фрези De, тим менше будуть позначатися помилки профілювання, тим більше можна прийняти діаметр оправки і буде менше вібрації при нарізувані. Але з іншої сторони, збільшення діаметра фрези приведе до зайвої витрати, швидкоріжучої сталі і (при однаковій швидкості різання) знижує продуктивність фрези. Для черв'ячних фрез зовнішній діаметр приймають по ГОСТ 9324-60. Вибір зовнішнього діаметра De, діаметра отвору d і числа зубців z варто робити за даними табл. 30, де приведені значення зовнішнього діаметра чистових черв'ячних фрез, що забезпечуюсь необхідну точність коліс. Таблиця 30
|
|||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-12; просмотров: 302; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.184.162 (0.033 с.) |
 Фреза призначена для обробки площин, а також пазів і має, крім торцевих кромок, довгі ріжучи кромки, розташовані на циліндричній частині.
Фреза призначена для обробки площин, а також пазів і має, крім торцевих кромок, довгі ріжучи кромки, розташовані на циліндричній частині.
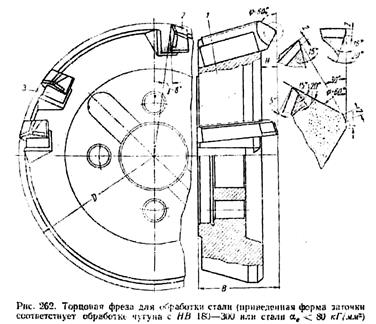
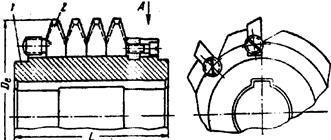
 Для глибоких обдирних робіт можуть бути застосовані торцеві фрези з великим зубом. Основні розміри фрез регламентовані ГОСТ 9304—59 (тип. II). Виготовлення подібних фрез великого діаметра цільними зі швидкоріжучої сталі недоцільно через велику витрату матеріалу, краще виготовляти їх збірними.
Для глибоких обдирних робіт можуть бути застосовані торцеві фрези з великим зубом. Основні розміри фрез регламентовані ГОСТ 9304—59 (тип. II). Виготовлення подібних фрез великого діаметра цільними зі швидкоріжучої сталі недоцільно через велику витрату матеріалу, краще виготовляти їх збірними. На мал. 1 показана конструкція збірної фрези з клиноподібними рифленими ножами зі швидкоріжучої сталі. Фрези цієї конструкції одержали найбільше поширення і виготовляються діаметром 80—250 мм за ГОСТ 1092—57. Корпус фрези, виготовлений з конструкційної сталі, постачений клиноподібними пазами з кутом 5°. На задній стінці нанесені рифлення, спрямовані уздовж паза. Ніж забивається в клиноподібний паз і утримується в корпусі виникаючими силами тертя, після переточування діаметр фрези можна відновити перестановкою ножів на наступне рифлення.
На мал. 1 показана конструкція збірної фрези з клиноподібними рифленими ножами зі швидкоріжучої сталі. Фрези цієї конструкції одержали найбільше поширення і виготовляються діаметром 80—250 мм за ГОСТ 1092—57. Корпус фрези, виготовлений з конструкційної сталі, постачений клиноподібними пазами з кутом 5°. На задній стінці нанесені рифлення, спрямовані уздовж паза. Ніж забивається в клиноподібний паз і утримується в корпусі виникаючими силами тертя, після переточування діаметр фрези можна відновити перестановкою ножів на наступне рифлення. Геометрія ріжучої частини фрези: передній кут g = 8°; кут w = 0°; кут у плані головної ріжучої кромки j=°90; кут у плані перехідної кромки j =45°; кут у плані допоміжної кромки j= 5°.
Геометрія ріжучої частини фрези: передній кут g = 8°; кут w = 0°; кут у плані головної ріжучої кромки j=°90; кут у плані перехідної кромки j =45°; кут у плані допоміжної кромки j= 5°.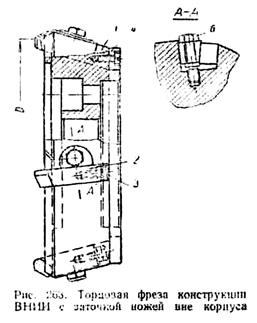
 Усі перераховані конструкції кріплення (одні в меншому ступені, інші — в більшому) відрізняються перевагами і недоліками.
Усі перераховані конструкції кріплення (одні в меншому ступені, інші — в більшому) відрізняються перевагами і недоліками.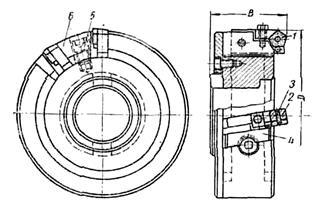
 Останнім часом з'явилися конструкції з механічним кріпленням пластин твердого сплаву. У торцевих фрез конструкції ВНИИ п'ятигранна твердосплавна пластинка надівається на штифт 2, що сидить у корпусі ножа 3. Клин 4 за допомогою гвинта 5 затискає ніж 3 у корпусі фрези 6. У фрез з механічним кріпленням поліпшуються умови роботи пластин твердого сплаву, тому що в пластинках відсутні внутрішні напруження, що виходять після напайки, але, з іншого боку, при механічному кріпленні збільшується вага пластин. Однак якщо застосовувати багатогранні пластинки, які варто повертати в міру затуплення, питома витрата твердого сплаву знижується і конструкція фрез з механічним кріпленням стає раціональною.
Останнім часом з'явилися конструкції з механічним кріпленням пластин твердого сплаву. У торцевих фрез конструкції ВНИИ п'ятигранна твердосплавна пластинка надівається на штифт 2, що сидить у корпусі ножа 3. Клин 4 за допомогою гвинта 5 затискає ніж 3 у корпусі фрези 6. У фрез з механічним кріпленням поліпшуються умови роботи пластин твердого сплаву, тому що в пластинках відсутні внутрішні напруження, що виходять після напайки, але, з іншого боку, при механічному кріпленні збільшується вага пластин. Однак якщо застосовувати багатогранні пластинки, які варто повертати в міру затуплення, питома витрата твердого сплаву знижується і конструкція фрез з механічним кріпленням стає раціональною.

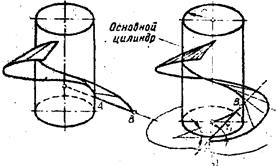 На мал. 289,а показана гвинтова поверхня, що утвориться, якщо пряму АВ, що проходить через вісь черв'яка і нахилену під деяким кутом до осі, обертати навколо осі й одночасно (за кожен оберт) переміщати рівномірно уздовж осі. Черв'як, бічні поверхні якого утворені таким чином, зветься архімедов черв'як; ознакою його є утворююча пряма лінія, що проходить через вісь черв'яка.
На мал. 289,а показана гвинтова поверхня, що утвориться, якщо пряму АВ, що проходить через вісь черв'яка і нахилену під деяким кутом до осі, обертати навколо осі й одночасно (за кожен оберт) переміщати рівномірно уздовж осі. Черв'як, бічні поверхні якого утворені таким чином, зветься архімедов черв'як; ознакою його є утворююча пряма лінія, що проходить через вісь черв'яка.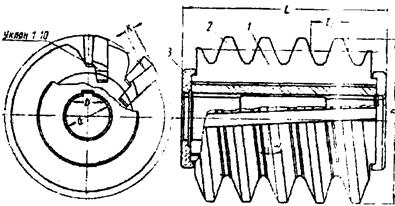 Чистові черв'ячні фрези, як правило, виготовляються однозаходними, із прямолінійним профілем у нормальному чи осьовому перетинах. Габарити і технічні умови на фрези дані в ГОСТІ 9324-60.
Чистові черв'ячні фрези, як правило, виготовляються однозаходними, із прямолінійним профілем у нормальному чи осьовому перетинах. Габарити і технічні умови на фрези дані в ГОСТІ 9324-60. Особливо точні (прецизійні) черв'ячні фрези відрізняються від чистових особливою старанністю виконання, твердими допусками і збільшеним діаметром (збільшення діаметра приводить до підвищення точності профілю фрези).
Особливо точні (прецизійні) черв'ячні фрези відрізняються від чистових особливою старанністю виконання, твердими допусками і збільшеним діаметром (збільшення діаметра приводить до підвищення точності профілю фрези).
 Модуль m є вихідною величиною при проектуванні черв'ячної фрези. Якщо фреза призначена для нарізування циліндричних коліс із прямими зубами, модуль буде в точності відповідати модулю колеса в торцевому перетині. Якщо фреза призначена для циліндричного колеса з косими зубами, модуль приймається рівним модулю зубчастого колеса в нормальному перетині.
Модуль m є вихідною величиною при проектуванні черв'ячної фрези. Якщо фреза призначена для нарізування циліндричних коліс із прямими зубами, модуль буде в точності відповідати модулю колеса в торцевому перетині. Якщо фреза призначена для циліндричного колеса з косими зубами, модуль приймається рівним модулю зубчастого колеса в нормальному перетині.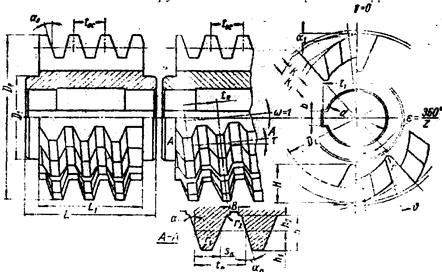 Кут профілю an у нормальному перетині може бути прийнятий рівним куту aо зачеплення колеса. Однак це не зовсім точно. Теоретичні розрахунки показують, що точність фрез збільшується, якщо приймати корегований кут. В. А. Шишков пропонує коректування кута an у залежності від кута підйому витків черв'яка t на ділильному циліндрі (для aо = 20°) (табл. 29).
Кут профілю an у нормальному перетині може бути прийнятий рівним куту aо зачеплення колеса. Однак це не зовсім точно. Теоретичні розрахунки показують, що точність фрез збільшується, якщо приймати корегований кут. В. А. Шишков пропонує коректування кута an у залежності від кута підйому витків черв'яка t на ділильному циліндрі (для aо = 20°) (табл. 29). Висота ніжки зуба h2 фрези приймається (з врахуванням зазору між зовнішнім діаметром заготівки і западиною черв'ячної фрези) рівною 1,25т.
Висота ніжки зуба h2 фрези приймається (з врахуванням зазору між зовнішнім діаметром заготівки і западиною черв'ячної фрези) рівною 1,25т.



