
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор и обоснование типа производства
Форма организации производственного процесса на участке определяется, как правило, типом производства. Тип производства - это степень постоянства загрузки рабочих мест, линии, участка, цеха, завода одной и той же работой. Различают три типа производства: массовый, серийный, единичный. Правильное определение типа производства на участке позволяет выбрать эффективную форму его организации. Основой для определения типа производства являются программа выпуска, вид изделия и трудоемкость его изготовления. Типы производства характеризуются коэффициентом закрепления операций (
где
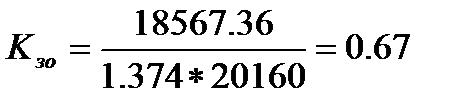
Полученные значения распределяются следующим образом: - для единичного производства – больше 40; - для мелкосерийного производства – 20 – 40; - для среднесерийного производства – 10 – 20; - для крупносерийного производства – 1 – 10; - для массового производства – меньше 1. Среднее штучно-калькуляционное время для всех операций:
где m – количество операций.
где
Для массового и крупносерийного производства целесообразна организация поточного производства. Так как К ЗО < 1, то тип производства массовый, в связи с тем, что каждая операция технологического процесса полностью загружает минимум одно рабочее место на протяжении всего планируемого периода. Следовательно, целесообразна организация поточного производства. Видом поточной линии будет однопредметная прерывно-поточная линия.
1.3 Расчет календарно-плановых нормативов ОППЛ Однопредметные прерывно-поточные линии применяются в массовом и крупносерийном типах производства, когда норма времени выполнения операций производственного процесса не равна и не кратна такту потока, а также когда на отдельных операциях появляется брак.
Пространственная планировка оборудования подчиняется общим требованиям цепного расположения с учетом возможного территориального сближения рабочих мест, обслуживаемых рабочими-совместителями. Применение конвейеров на прямоточных линиях, как правило нецелесообразно, здесь широко используют различные гравитационные
транспортные средства, например, рольганги, скаты, а также оборудование циклического действия: электрокары, монорельсы с тельферами и др. Движение предметов труда по операциям – параллельно-последовательное с поштучной или партионной передачей. Основной состав календарно-плановых нормативов ОППЛ: укрупненный такт, количество рабочих мест по операциям и по всей поточной линии, стандарт-план работы линии, размер и динамика движения межоперационных оборонных заделов, длительность производственного цикла. Такт ОППЛ определяется по формуле:
где
Эффективный фонд времени:
где
Программа запуска изделий:
где
Определение количества рабочих мест осуществляется по каждой i-той операции по всей поточной линии в целом. Расчет производится по формуле:
где
Расчетные величины рабочих мест получаются, как правило, дробными числами, поэтому их необходимо округлить до ближайших целых чисел – принятое количество рабочих мест. При этом округление происходит в большую сторону, если загрузка оборудования превышает 10%.
Общее количество рабочих мест на линии определяется путем суммирования принятого количества рабочих мест по операциям. Построение стандарт-плана ОППЛ – сложный процесс, осуществляется в табличной форме (табл. 1.4), в которую вносятся все операции технологического процесса и нормы времени их выполнения, определяется необходимое число рабочих мест по каждой операции (расчетное и принятое количество рабочих мест) в минутах и в процентах; присваиваются номера рабочим местам (по возрастанию от первого); строится график работы оборудования на каждой операции и рассчитывается необходимое количество производственных рабочих, в связи с недогрузкой оборудования на отдельных рабочих местах, а, следовательно, и рабочих операторов производится дозагрузка рабочих путем закрепления за ними нескольких недогруженных рабочих мест, т. е. строится график регламентации труда по линии и определяется окончательная численность производственных рабочих, присваиваются им номера или условные знаки и устанавливается порядок обслуживания недогруженных рабочих мест. Таблица 1.4 Стандарт план ОППЛ
На ОППЛ вследствие различной трудоемкости на операциях производственного процесса неизбежны межоперационные оборотные заделы. Они создаются для выравнивания производительности на смежных операциях. Это детали или узлы, находящиеся на рабочих местах в ожидании процесса обработки. Оборотные заделы позволяют организовать непрерывную работу на рабочих местах в течение определенного стандартным планом отрезка времени. Характерной чертой оборотных заделов является изменение их величины на протяжении периода оборота линии от нуля до максимума. Размеры их, как правило, настолько велики, что весь расчет заделов на таких линиях сводится к расчету только межоперационных оборотных заделов, пренебрегая расчетом технологических транспортных и страховых заделов. Расчет межоперационных оборотных заделов производится по стандарт-плану ОППЛ между каждой парой смежных операций. Для этого период оборота линии разбивается на части, каждая из которых характеризуется неизменным числом работающих единиц оборудования на смежных операциях и называется частным периодом, т. е. частный период заканчивается тогда, когда заканчивает или начинает работу один из станков на смежных операциях. Размер оборотных заделов между каждой парой смежных операций рассчитывается по формуле:
где Т – период времени одновременной работы оборудования на смежных операциях(в течение которого на них работает неизменное число станков) мин;
Величина оборотного задела может быть положительной или отрицательной. Положительное значение свидетельствует об увеличении задела, так как предыдущая операция выдает больше изделий, чем может быть обработано на последующей, отрицательное – об уменьшении задела, поскольку предыдущая операция выдает изделий меньше, чем необходимо для последующей. Величина задела должна быть выражена целым числом, поскольку она представляет собой количество заготовок. Алгебраическая сумма заделов между смежными операциями должна быть равна нулю. Расчет задела в курсовой работе рекомендуется производить в табличной форме (табл. 1.5, табл. 1.6). В табл. 1.5 приведен расчет оборотных заделов по каждой паре смежных операций в соответствие со стандарт-планом. В табл. 1.6 построены графики движения заделов. Таблица 1.5
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 275; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.107.90 (0.016 с.) |
 ):
): (1.1)
(1.1) - эффективный фонд времени работы оборудования, мин.;
- эффективный фонд времени работы оборудования, мин.; - среднее штучно-калькуляционное время для всех операций, мин.;
- среднее штучно-калькуляционное время для всех операций, мин.; - программа запуска, шт.
- программа запуска, шт. (1.2)
(1.2) - сумма штучно-калькуляционного времени по всем операциям, мин.
- сумма штучно-калькуляционного времени по всем операциям, мин. Эффективный фонд времени:
Эффективный фонд времени: (1.4)
(1.4) - сменность работы, см.;
- сменность работы, см.; - количество дней в плановый период, дн.;
- количество дней в плановый период, дн.; - продолжительность рабочего дня, час.;
- продолжительность рабочего дня, час.; - коэффициент, учитывающий время простоя оборудования в плановом ремонте.
- коэффициент, учитывающий время простоя оборудования в плановом ремонте.
 (1.3)
(1.3) - программа запуска изделий за плановый период, шт.;
- программа запуска изделий за плановый период, шт.; - эффективный фонд времени работы линии за плановый период, мин.
- эффективный фонд времени работы линии за плановый период, мин.

 (1.5)
(1.5) - процент брака, %.
- процент брака, %.
 ; (1.6)
; (1.6) - норма штучного времени на данной i-й операции с учетом коэффициента выполнения норм, который в случае отсутствия недовыполнения или перевыполнения равен 1, мин
- норма штучного времени на данной i-й операции с учетом коэффициента выполнения норм, который в случае отсутствия недовыполнения или перевыполнения равен 1, мин - такт поточной линии, мин./шт.
- такт поточной линии, мин./шт.











 (1.7)
(1.7) и
и  - количество оборудования на смежных операциях, шт.;
- количество оборудования на смежных операциях, шт.; и
и  - нормы штучного времени на смежных операциях, мин.
- нормы штучного времени на смежных операциях, мин.


