Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расстановка вещей на рабочем месте.Содержание книги
Поиск на нашем сайте
При расположении вещей на рабочем месте соблюдаем следующие правила общего характера: вещи, которые берутся левой рукой размещаем на левой части рабочего места; вещи, которые берутся правой рукой, размещаем па правой чисти рабочего места; то, чем приходится пользоваться чаще, кладем ближе к себе; то, чем приходится пользоваться реже, можно класть дальше от себя. В частности, материал и инструмент, которым приводится пользоваться реже, кладем в нижние ящики; то, чем пользуемся чаще, держим в верхних ящиках. Руководствуясь этими правилами, можно рассчитать, где на рабочем месте должны находиться: рабочий инструмент, приспособления, заготовки и готовые изделия, вспомогательные материалы, отходы (опилки, обрезки, стружки), документы (чертежи, карточки, наряды). При этом измерительный инструмент кладется отдельно от рабочего инструмента; заготовка располагается отдельно от полуфабриката кстати; полуфабрикат отдельно от готовых изделий. Проверяем порядок расстановки вещей на рабочем месте, устанавливая места хранения и приспособления для их «держания». Для каждой группы материалов, инструментов и приспособлений должны быть свои места хранения во время работы и в запасном положении. Все инструменты и материалы располагаются порядке последовательной частоты их употребления в работе. Важно, чтобы все было «под рукой», т. е. не очень далеко, высоко или низко.
Делается это таким образом: нужный для работы набор инструментов заранее размещают в порядке их употребляемости на специальной доске с отдельными гнездами для каждого инструмента; доска вешается справа от рабочего, чтобы рабочий мог, не глядя, брать нужный инструмент, а отработанный класть возле себя, на столе. Имеется специальный рабочий, на обязанности которого лежит: собирать со столов рабочих отработанный инструмент, приводить его в порядок и класть на постоянные места хранения; одновременно он проверяет, не нуждается ли инструмент в правке или ремонте, заменяет негодный инструмент годным, а негодный отправляет в починку. На фабрике Мid Vaie Со в Манчестере, в результате рационализации расположения инструмента при помощи такого рода доски и при введении специального рабочего, наблюдающего за инструментом, До рационализации 40 слесарей производили в день 720 болтиков специального назначения; после рационализации те же 40 слесарей стали выпускать 1 240 штук.
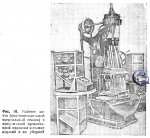
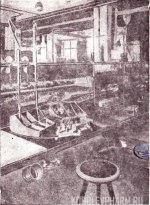
В ЦИТе, например, на рабочем месте сборщика малых настольных сверлильных станков имеется специально распланированная этажерка (см. рис. 18 на стр. 47), которая служит своего рода трафаретом для мест хранения монтируемых деталей. В частности специальные гнезда и упоры предохраняют от раскатывания все неустойчиво лежащие детали. Этажерка, упорядочивая хранение этих деталей, облегчает работу сборщика. На рис. 19 на стр. 47 дана схема организации рабочего места сборщика металлообрабатывающих станков среднего размера, принятая в ЦИТе.
Здесь имеется, между прочим, передвижная этажерка (на роликах) для хранения деталей. Эта же этажерка служит транспортером для доставки деталей со склада к месту сборки. Для хранения ходового крепительного инструмента и приспособлений введена передвижная легкая стойка, где размещается весь необходимый инструмент. При переходе рабочего от одной части машины к другой рабочий передвигает с собой и эту стойку с инструментом. Вообще нужно отметить, что чем более продумано расположение вещей на рабочем месте, чем больше оно организовано, тем более упрощается и облегчается работа человека. Полезно задуматься, например, над тем, насколько вам «по руке» формы и размеры различных ручек механизмов, рычаги, рукоятки инструментов и т. д. с точки зрения удобства хватки и пользования ими.
Форма, величина и разные свойства поверхности рукояток различных машин, механизмов и инструментов, обслуживаемых рабочим, в значительной степени влияют на работоспособность работника. Для успешности работы необходимо, чтобы формы и размеры рукояток например были таковы, чтобы они позволяли точную, быструю и удобную хватку и в то же время не вызывали бы излишнего напряжения руки.В качестве примера элементарного упорядочения рукояток сошлемся на интересный опыт, проделанный Траммом на работе вагоновожатого трамвая. Наиболее распространенные формы рукоятки контроллера трамвайного вагона, вращая которую вагоновожатый регулирует движение и торможение вагона, показаны на рис. 20 (стр. 48) вверху. Правая из них может быть охвачена рукой как сверху, так и сбоку, левая же не может быть правильно охвачена ни сверху, ни сбоку.
Был проделан такой опыт: круглый кусок дерева покрывался слоем замазки; такая рукоятка насаживалась на рычаг контроллера и обслуживалась обычным образом. В результате работы получается форма и размер рукоятки, которые были более естественны, и уди для руки вагоновожатого. На рис 20 эти рукоятки изображены середине. Большое значение имеет также и то обстоятельство, разбросаны предметы хваток по всему рабочему месту или же все равны на небольшом пространстве. Для удобства обслуживания станка имеет большое значение централизованный, удобный для работника контроль станка с возможно меньшим количеством рычагов, рукояток, кнопок и наиболее целесообразным их местоположением на станке. Конечно лучше, если все эти рычаги и рукоятки у вас в одном месте, под рукой. Но, к сожалению, конструкция многих станков такова, что она делает крайне неудобным процесс обслуживания станка рабочим из - за нерационального расположения рычагов управления и зон станка, требующих обслуживания.
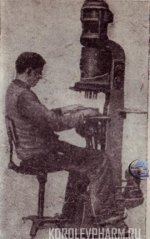
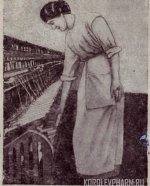
Здесь, прежде всего, нужно отметить, что значительная часть машин конструируется в расчете на работу стоя, в то время как по существу выполняемых на этих машинах операций они без всякого вреда для работы могли бы быть выполнены сидя. Можно встретить, например, машины, где рабочий вынужден стоять только потому, что постамент станка сделан сплошной колонной и сидеть можно только в крайне неудобном, неестественном положении по отношению к рабочему столу: или сидеть боком, отведя колени в сторону, или же при сидении охватывать этот постамент широко расставленными коленями. На рис. 24 приводится такой же станок американского типа, где обслуживание протекает в более нормальных условиях (в свободном вертикальном положении корпуса работницы). На рис. 25 показано схематично устройство в этих прядильных машин и степень удобства их обслуживания на машины английского и американского типов.
Рассчитанная организация рабочего места при некоторых работах настолько облегчает работу человека, что, например, вместо отдельных решений и раздумья — в какой последовательности вести работу — вводит автоматизм в виде определенного распорядка приемов работы. И таким образом получается, что определенный распорядок определяет наиболее экономное трудовое поведение работника. При всякого рода мелких работах с установленным кругом операций большое значение имеет, в каком порядке расположить, например, материал на рабочем месте. 1) все лотки с отдельными сортами конфет были расположены полукругом вокруг работниц, причем каждый лоток находился на равном и возможно кратчайшем расстоянии от ее руки;
В частности, всякая сборка машин, как она обычно производится, заставляет монтера решать, какую деталь он должен взять раньше и какую позже и где именно ее взять, каким инструментом укрепить и т. д. Приведем пример, который показывает, каких результатов можно добиться при помощи рациональной расстановки вещей на рабочем месте монтера. Рационализация, которая касается рабочего места монтера по сборке тесемочной машины, проведена известным американским рационализатором Гильбретом. При разрешении этой задачи руководствовались следующими правилами распланировки: Путь движения «нагруженных» рук, должен быть кратчайшим. Части машины должны быть расположены в той последовательности, в какой они наилучшим образом могут быть прилажены друг к другу для сборки.
Руководствуясь этими правилами, была сконструирована специально приспособленная для этой работы подставка - «держатель», состоящий из низкого стола с прикрепленной вертикально к одному краю решетчатой доской. Основание же собираемой машины должно находиться на рабочем столе как можно ближе к этому держателю. На этой доске имелись передвижные проволочные гвозди, которые поддерживали различные части собираемой машины и с которых, в случае надобности, удобнее всего было их веять. В держателе имелись также разного рода крючки с развилкою, подвесы, подвижные платформы, полки, вертикальные подставки для поддерживания различных составных частей машины, расположенные в наиболее удобном для работы сборщика машин порядке. При размещении различных частей на держатель в точности соблюдалась та последовательность, в какой они должны были прикрепляться к машине при сборке ее, что устраняло колебания и нерешительность при выборе порядка, в каком нужно брать и прикреплять различные части машины. Части машины и все нужные инструменты всегда находились в точности в одних и тех же положениях, так ЧТО благодаря такой организации рабочего места монтер мог работать беспрерывно, в определенном порядке. Время и труд монтера, сберегались еще и потому, что все части машины были у него под рукой, размещенные в определенном порядке на этом держателе молодым неквалифицированным рабочим.
|
||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 607; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.89 (0.013 с.) |