Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Анализ метода получения заготовки
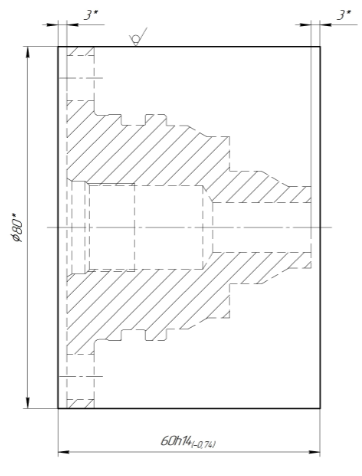
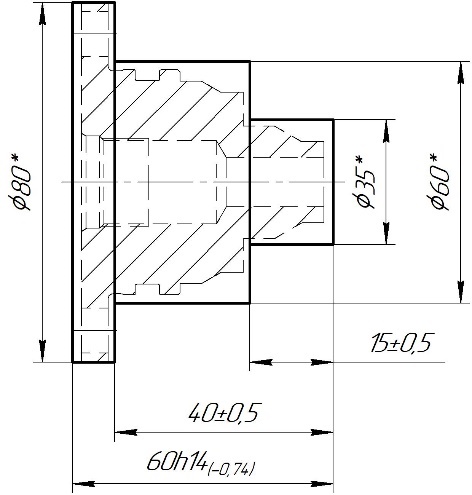
В качестве простой заготовки выбирает пруток, отрезанный на расчетную длину. В качестве сложно заготовки с учетом материала (Алюминий Амг5) можно выбрать отливку, приближенную к готовой детали. Припуски для расчета диаметров и длин заготовок возьмем по табл. 4.5
Таблица 4.5 Основная группа этапов обработки и припуски
Расчет: 1. Простая заготовка: Диаметр простой заготовки: Øзаг. =50 мм. Согласно КД. Длина заготовки: L заг. 2. Сложная заготовка (Отливка) Габаритные диаметр и длина остаются те же. В заготовке можно предусмотреть отдельную ступень на наружный диаметра Ø60. Øзаг.Ø60 Øзаг.Ø25 На торце 3 с учетом шероховатости (табл. 4.6) оставляем припуск 5 мм. Допуски на эскизе не указываем.
Таблица 4.6 Выбор заготовки
Большая часть материала заготовки уходит в стружку, коэффициент использования материала очень мал. Однако замена заготовки на отливку приведет к удорожанию изготовления деталей, т.к. они производятся в условиях мелкосерийного производства. Принятую заготовку предлагается оставить без изменения. Анализ маршрутного технологического процесса Этап технологического процесса предполагает изменение форм, размеров, точности поверхностей или изменение свойств материала, или одновременное сочетание этих изменений, а также вспомогательных действий, направленных перемещение, контроль, очистку, упаковку. Изготовление детали «Фланец» происходит в три этапа: обработка – мойка – контроль.
Таблица 4.5- Маршрутная карта технологического процесса
Мелкосерийный тип производства для сокращения времени операций предполагает последовательную обработку деталей. Технологический процесс обработки ступицы состоит из одной операций с двумя установами и нескольких позиций в установе.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 104; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.217.228.35 (0.005 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||