
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема: «Опережение и отставание»
Цель работы: Научиться определять опережение по формулам. Продолжительность работы – 2 часа Методические указания Опережение и отставание Современная теория прокатки полагает, что в очаге деформации существуют три зоны. Зона отставания, опережения и прилипания. На входе в очаг деформации наблюдается явление отставания, то есть скорость вращения валков больше скорости прокатываемого металла, на выходе из него – явление опережения, то есть окружная скорость валков меньше скорости прокатываемого металла, но согласно законам механики должна существовать зона перехода от участков замедления к участкам ускорения. Зона прилипания является переходной зоной от зоны отставания к зоне опережения, то есть скорость прокатываемого металла в этой зоне равна окружной скорости валков Градацией раздела зоны отставания и зоны опережения служит критическое или нейтральное сечение, которое характеризуется углом. Угол, определяющий положение нейтрального сечения, называется нейтральным, или критическим. Опережение и отставание, как относительные величины, определяются в процентах. Величина опережения находится в пределах от десятых долей процента до нескольких процентов. Опережение определяется по формулам:
где
Нейтральный угол определяется по формуле:
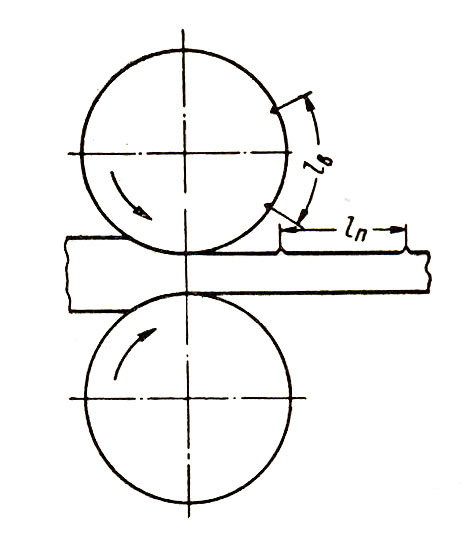
После прокатки на полосе остаются отпечатки, расстояние между которыми равно
Определите величину опережения при прокатке. Таблица 29 - Исходные данные
Задача При прокатке заготовки толщиной D = 630мм. Дано:
1) Определяем толщину полосы после прокатки
2) Определяем абсолютное обжатие
3) Определяем угол трения
4) Определяем угол захвата
5) Определяем нейтральный (критический) угол
6) Определяем опережение
При прокатке заготовки опережение составило 3%.
Определить толщину полосы до и после прокатки. Уширением в расчётах пренебречь.
Таблица 30 - Исходные данные
Задача Опережение при прокатке полосы составляет
Дано:
Решение: 1) Определяем скорость выхода металла из валков
2) Определяем коэффициент вытяжки
3) Определяем толщину полосы до прокатки
4) Определяем толщину полосы после прокатки
Толщина полосы до прокатки
Задача №1 Перед прокаткой на валках диаметром D = 600 мм был набит керн, расстояние между отпечатками на прокатанной полосе
Задача №2 При прокатке стального листа на стане с диаметром валков D = 500 мм с толщиной
Задача №3 При прокатке полосы толщиной
Задача №4 При прокатке заготовки на непрерывном заготовочном стане опережение составило
Задача №5 Опережение при прокатке полосы с начальной толщиной
Задача №6 Опережение равно
Задача №7 При прокатке заготовки толщиной
Задача №8 При прокатке полосы нейтральный угол составил
При прокатке стального листа на стане 500 с толщины
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 217; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.116.43 (0.035 с.) |

 скорость полосы на выходе из очага деформации,
скорость полосы на выходе из очага деформации,  ;
; окружная скорость валков,
окружная скорость валков, 

 радиус валков, мм;
радиус валков, мм; толщина металла после прокатки, мм
толщина металла после прокатки, мм нейтральный угол, рад.
нейтральный угол, рад.
 металла в валки и выхода из валков можно определить по формуле:
металла в валки и выхода из валков можно определить по формуле:
 определения опережения
определения опережения






 . Измерив величины
. Измерив величины  подсчитывают величину опережения по формуле:
подсчитывают величину опережения по формуле:
 ,
мм
,
мм
 , %
, %
 160 мм на непрерывном заготовочном стане коэффициент трения составил f = 0,56, относительное обжатие
160 мм на непрерывном заготовочном стане коэффициент трения составил f = 0,56, относительное обжатие  20%. Определите опережение, если диаметр валков
20%. Определите опережение, если диаметр валков  Решение:
Решение:





 , %
, %


 , мм
, мм
 10%, окружная скорость валков
10%, окружная скорость валков  = 2
= 2  = 1,2
= 1,2  . Определить толщину полосы до и после прокатки, если абсолютное обжатие
. Определить толщину полосы до и после прокатки, если абсолютное обжатие  = 2,3 мм.
= 2,3 мм. 10%
10%
 = 2
= 2 







 1900 мм. Определите величину опережения.
1900 мм. Определите величину опережения. 12 мм, с обжатием
12 мм, с обжатием  4 мм, скорость валков
4 мм, скорость валков  10
10  3%. Определить коэффициент трения при прокатке, если диаметр валков D = 630 мм, исходная высота раската
3%. Определить коэффициент трения при прокатке, если диаметр валков D = 630 мм, исходная высота раската  2
2  = 1,2
= 1,2  2
2  1,1
1,1  320 мм на стане с диаметром валков D = 570 мм, угол захвата составил
320 мм на стане с диаметром валков D = 570 мм, угол захвата составил  260, а нейтральный угол
260, а нейтральный угол  80. Определить опережение.
80. Определить опережение. 20, скорость валков
20, скорость валков  15 мм.
15 мм. 4 мм, скорость валков составила
4 мм, скорость валков составила 


