
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема: «Сопротивление деформации и пластичность металлов и сплавов»
Цель работы: Изучение неравномерности деформации по толщине полосы при прокатке в обжимной клети «1300» ЦПШБ ОАО «ЕВРАЗ НТМК». Продолжительность работы – 2 часа Методические указания Неравномерность деформации по толщине полосы. Виды дефектов. Неравномерность деформации по толщине может быть связана со своеобразным распределением деформирующих напряжений. При прокатке высокой полосы, когда обжатие и длина контактной поверхности малы.
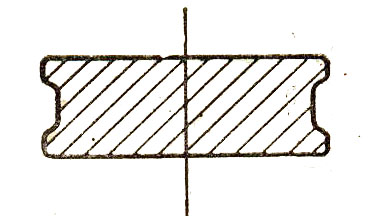
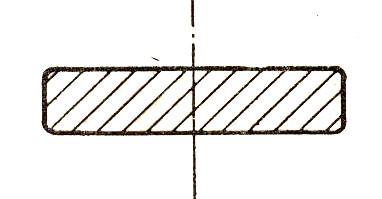
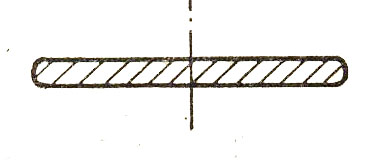
На контактной поверхности, где сосредоточено действие сил, деформация затруднена. Неблагоприятны условия для деформации и в средних слоях, где малы напряжения сжатия, поэтому в первую очередь вступают слои, удаленные от контактной поверхности. Деформирующие слои воздействуют на приконтактные области очага деформации, вызывая продольные и поперечные напряжения растяжения. Описанный характер деформации приводит к образованию двух выпуклостей на боковой поверхности полосы (рис.1а). При уменьшении высоты прокатываемой полосы средняя область затрудненной деформации исчезнет, верхняя и нижняя выпуклости боковой кромки сольются, и получится равная боковая кромка (рис.1б). Согласно исследованиям П.А. Александрова, границы перехода деформации поверхностей в сквозную, обеспечивающую деформацию металла по всей его толщине, является величина обжатия
Задача Определить форму боковой кромки раската в каждом пропуске при прокатке в обжимной клети. Таблица 6 - Исходные данные
в обжимной клети 1300 ЦПШБ
Таблица 8 - Схема прокатки заготовки сечением 240×320 мм для балки 25Б в обжимной клети 1300 ЦПШБ
в обжимной клети 1300 ЦПШБ
в обжимной клети 1300 ЦПШБ
в обжимной клети 1300 ЦПШБ
в обжимной клети 1300 ЦПШБ
в обжимной клети 1300 ЦПШБ
в обжимной клети 1300 ЦПШБ
в обжимной клети 1300 ЦПШБ
в обжимной клети 1300 ЦПШБ
Таблица 17 – Форма боковой кромки
По результатам работы сделать вывод.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 58; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.73.229 (0.032 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||










 мм
мм
 ,
,


