Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление керамической формы. Удаление модельного состава. Прокаливание и заливка форм
Приготовленные модельные блоки перед нанесением керамической оболочки промывают в обезжиривающем растворе для удаления жировых пятен, например, от рук. Затем блок окунают в приготовленную суспензию вязкостью 35-45 с (по вискозиметру ВЗ-4), где выдерживают при помешивании 1-3 мин. Далее блок извлекают и сушат при постоянном вращении в разных направлениях для равномерного стекания суспензии. Через 15—30 с суспензия на блоке из блестящей становится матовой в результате испарения растворителя. В это время необходимо через сито равномерно обсыпать модель слоем сухого прокаленного мелкого песка марки КО 1. КО 16. Использование установки кипящего слоя, как на промышленных машиностроительных предприятиях, нежелательно, так как движущиеся частицы песка могут пробить тонкий слой подсыхающей пленки связующего и повысить шероховатость поверхностного слоя отливки. Способ кипящего слоя может быть эффективен лишь при нанесении третьего и последующих слоев. Если на восковой модели имеются большие участки гладкой поверхности, то при просушке возможно отслоение керамического слоя. Чтобы этого не произошло, необходимо на восковой модели выполнить специальные шпильки, ребрышки и т.п., которые можно легко впоследствии удалить. Если модель имеет внутренние пустоты, то после нанесения керамических слоев и удаления модельного состава образуются малоустойчивые и достаточно непрочные «болваны», «шишки»19, которые при кантовке и транспортировке могут легко отламываться, оставаясь внутри формы. Для исключения этого в указанных местах восковую модель прокалывают металлическими прутками из того же сплава, из которого будет сделана отливка. Толщину и число прутков определяют из условия обеспечения механической прочности оболочки и, главное, из условия их расплавления в теле отливки при заливке формы металлом. Прутки должны выступать из модели в обе стороны на величину не менее толщины слоя нанесённой керамики. Какой бы метод гидролиза ни был выбран, первый слой необходимо просушивать на воздухе не менее 12 ч, иначе при нанесении второго слоя возможно отслаивание керамической формы от модели. Второй слой наносят аналогично первому, но присыпают его более крупным песком. Через 5-10 мин для растворов типа I и II необходима аммиачная сушка в течение 15—30 мин. Далее наносят слои суспензии вязкостью 25—30 с по вискозиметру ВЗ—4 и присыпают их шамотной крошкой. Общая толщина слоев может достигать половины величины толщины стенки отливки. Для нанесения последнего, закрепляющего слоя блок окунают в суспензию связующего раствора либо в раствор жидкого стекла без последующих присыпок. После сушки модельный состав удаляют из керамической формы. Лучше его выплавлять в положении литниковая чаша вниз, направляя снизу струю перегретого пара. При этом модельный состав послойно нагревается и выплавляется, не оказывая существенного воздействия на оболочку даже при своем расширении.
Чаще модельный состав выплавляют в горячей (кипящей) воде. Нагрев его происходит через керамическую оболочку. В этом случае, расширяясь при нагревании, состав может разрушить оболочку, так как вначале его удаление затруднено. Еще менее удачный способ — вытапливание модельного состава в нагревательной печи (электрической или пламенной). Керамические оболочки после удаления модельного состава необходимо прокалить, желательно без опорного наполнителя и опоки. В этом случае оболочка лучше и быстрее прокаливается, а модельный состав в результате свободного доступа воздуха полностью выгорает. Кроме того, расширяющийся при нагревании наполнитель может деформировать керамическую оболочку. Температура прокаливания должна составлять 850-950°С. При прокаливании оболочек в вакууме процессы деструкции и возгонки значительно интенсифицируются, в результате чего температура прокаливания может быть снижена до 500—550°С, т.е. ниже температуры полиморфного превращения кварца, что исключает опасность растрескивания оболочек по этой причине. Прокаленные оболочки заливают либо с опорным наполнителем (засыпка сухим песком в опоке), либо без него. Формы заливают при температуре 50-450°С в зависимости от вида сплава, толщины стенки и массы отливки. С целью увеличения заполняемости формы желательно в момент поступления жидкого металла в литейную чашу подключить опоку к вакуумной системе. Перепад давлений способствует более четкому воспроизведению гравюры. Примеры отливок, изготовленных по керамической этилсиликатной технологии, приведены на рис. 225, 226, 229, 231, 237, 238.
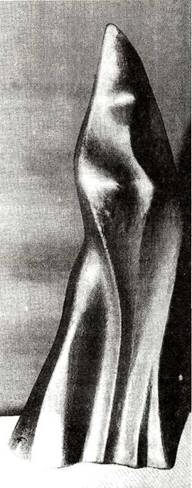
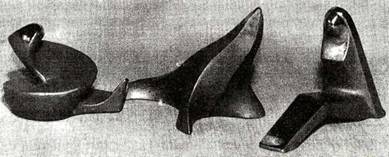
Новым направлением в художественном литье является получение биологически заряженных отливок. Основано оно на воздействии биологическими (рис. 239), либо торсионными полями (рис. 240) RTI как на исходную мастер-модель, так и на литейный сплав в процессе плавки и кристаллизации. На приведенных фотографиях акад. АМН докт. мед. наук проф. В. С. Юрданов воздействует на металлический расплав биологическим и RT1 полями. По легенде бог первой сотворил женщину из огня. Но у нее оказался очень скверный и вспыльчивый характер и ее пришлось уничтожить. В память об этой легенде народный художник Армении Гасик Мнацакянович выполнил настольную миниатюру «Женщина-огонь» (рис. 241), которая была использована в качестве мастер-модели для отливки из титана на Балашихинском литейно-механическом заводе (гл. инж. И. Н. Васильев) и из бронзы в МГТУ им. Н. Э. Баумана (проф. В. А. Васильев). Во время изготовления мастер-модель, форма и металл подвергались воздействию биополей, которые и сохранились в окончательном изделии. Акад. В. С. Юрданов, возглавляющий лабораторию экстрасенсорики, подтвердил наличие биополя у этих отливок. Некоторые из биологически заряженных отливок приведены на рис. 242. Но не каждую отливку можно «зарядить», для этого она должна проектироваться и создаваться по специальным канонам с учетом определенных закономерностей, не относящихся к теме данной книги.
___________ 19 Литейные термины.
|
||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 64; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.85.72 (0.009 с.) |