
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчёт режимов автоматической сварки под флюсом
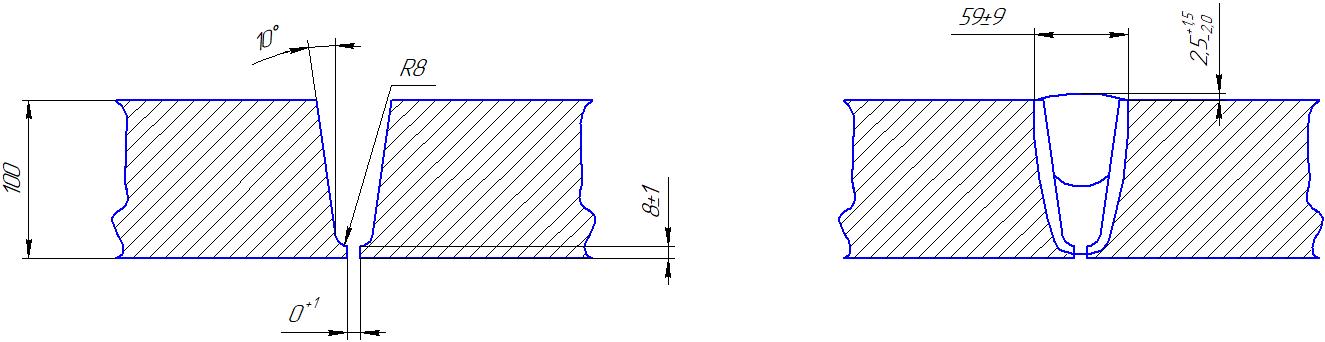
Выбираем форму и конструктивные элементы подготовки кромок под сварку, размеры сварных швов.
Рисунок 6 – Конструктивное исполнение сварной кромки и сварного шва по ГОСТ 8713 – 79
Задаемся необходимой глубиной проплавления H, мм: При односторонней сварке: где S – толщина свариваемого металла, мм;
Определяем силу сварочного тока, обеспечивающую заданную глубину проплавления: где Определяем оптимальное значение напряжения на дуге: где
Определяем скорость сварки по формуле: где А = 22,5 – коэффициент, зависящий от диаметра проволоки.
Определяем погонную энергию сварки по формуле: где
Определяем площадь наплавки: где
Определяем скорость подачи электродной проволоки: где Определяем мгновенную скорость охлаждения зоны термического влияния при температуре наименьшей устойчивости аустенита. Для однопроходной сварки листов встык со сквозным проплавлением:
где
Определяем глубину провара, при сварке под флюсом низкоуглеродистых и низколегированных сталей: где Коэффициент форм провара определяется по формуле: где Определяем ширину шва
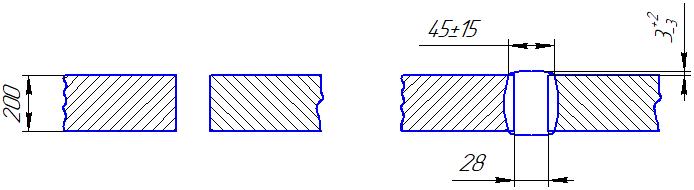
2.3.2 Расчет режимов электрошлаковой сварки Выбираем форму и конструктивные элементы подготовки кромок под сварку, размеры сварных швов.
Рисунок 7 – Конструктивное исполнение сварной кромки и сварного шва по ГОСТ 15164–78
Сварочный ток выбираем в зависимости от отношения толщины свариваемого металла к количеству электродов: где S = 200 мм – толщина свариваемых деталей; A = 240 и В = 3,5 – коэффициенты; nэ = 2 – число проволочных электродов. Напряжение сварочной ванны определяем по формуле Скорость сварки определяем по формуле где fэ – площадь поперечного сечения электродной проволоки, мм2; а = 30 мм – величина зазора; q = 10 мм – ширина проплавления;
При dэ = 3мм площадь поперечного сечения электродной проволоки равна
|
||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 114; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.35.77 (0.007 с.) |
 (1)
(1)
 (2)
(2) – коэффициент пропорциональности, величина которого зависит от условий проведения сварки. В данном случае сварка ведется на переменном токе, флюс АН-348 А, диаметр сварочной проволоки 5 мм,
– коэффициент пропорциональности, величина которого зависит от условий проведения сварки. В данном случае сварка ведется на переменном токе, флюс АН-348 А, диаметр сварочной проволоки 5 мм,  .
.
 (3)
(3) = 5 мм;
= 5 мм;
 (4)
(4)
 (5)
(5) = 0,85 – эффективный кпд дуги (при сварке под флюсом);
= 0,85 – эффективный кпд дуги (при сварке под флюсом); = 0,78 - скорость сварки, см/с;
= 0,78 - скорость сварки, см/с;
 (6)
(6) = 15,6 – коэффициент наплавки;
= 15,6 – коэффициент наплавки; = 7,8 – удельная плотность металла, г/см3;
= 7,8 – удельная плотность металла, г/см3; = 2812,5 см/ч.
= 2812,5 см/ч.
 (7)
(7) = 28,125 м/час;
= 28,125 м/час; – площадь поперечного сечения электрода, мм2.
– площадь поперечного сечения электрода, мм2. (8)
(8)
 (9)
(9) =0,1 – коэффициент теплопроводности, кал/см ∙°С;
=0,1 – коэффициент теплопроводности, кал/см ∙°С; – объемная теплоемкость, кал/см3∙°С;
– объемная теплоемкость, кал/см3∙°С; = 550°С – температура наименьшей устойчивости аустенита, °С;
= 550°С – температура наименьшей устойчивости аустенита, °С; = 20°С – температура изделия перед сваркой, °С;
= 20°С – температура изделия перед сваркой, °С; – толщина металла, см.
– толщина металла, см. (10)
(10) (11)
(11)
 (12)
(12) – коэффициент, величина которого зависит от рода токаи полярности. При сварке переменным током во всем диапазоне плотность тока
– коэффициент, величина которого зависит от рода токаи полярности. При сварке переменным током во всем диапазоне плотность тока 
 (13)
(13)
 (14)
(14)
 (15)
(15)
 (16)
(16) = 400 м/ч – скорость подачи электродов.
= 400 м/ч – скорость подачи электродов. (17)
(17)




