Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема урока: «точность механической обработки».
ПЛАН УРОКА: 1. Общие понятия. 2. Основные факторы, влияющие на точность обработки заготовок. 3. Погрешности, вызванные неточностью изготовления и износом металлообрабатывающего оборудования. ЗАДАНИЕ НА ДОМ: [4. с. 98 - 104] УРОК № 1. ТЕОРЕТИЧЕСКИЙ МАТЕРИАЛ. Общие понятия. Точностью обработки называют степень соответствия детали после её обработки прототипу, заданному чертежом. Термин «погрешность» используют для количественной оценки точности, так как погрешность - разность между приближенным значением некоторой величины и её точным значением. Любая деталь обладает реальными поверхностями. Реальная поверхность - поверхность, ограничивающая деталь и отделяющая её от окружающей среды. Чертеж детали представляет собой номинальную поверхность детали с нанесенными на них допусками. Номинальной поверхностью называют идеальную поверхность, номинальная форма которой задана чертежом или другой технической документацией. Допуском Т является разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонением. Класс, степень и квалитет (точности) являются терминами синонимами. Использование термина «квалитет» вместо «класс» позволило сразу разъяснить о какой системе допусков и посадок идет речь. Квалитет - совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. Стандартом предусмотрено 19 квалитетов (0,1; 0; 1; 2; 3... 17). Допуск по квалитету обозначается IT (International Tolerace - международный допуск). Просто допуск без отнесения к системе обозначается буквой Т. Номер квалитета, например, IT5, означает допуск по 5-му квалитету. Значение допусков получается умножением единицы допуска i на определенное, постоянное для данного квалитета число К, т. е. IT = К ∙ i. Например, для 5-го квалитета значение допуска будет 7i, для 6-го квалитета - 10i, для 7-го квалитета 16i, но для квалитетов 0,1; 0; 1 допуски определяются по специальным формулам. Для одного интервала размеров используют одинаковые допуски на валы и отверстия. Обычно поле допуска располагается «в тело», т. е. для вала от номинала в минус, а для отверстия в плюс. Целесообразно предусматривать размеры не с двухсторонними (Ø
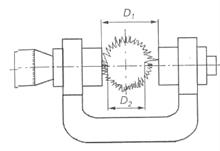
В понятие точность входят: · точность размеров (отклонение размеров от номинальных); · точность формы (овальность, конусность, прямолинейность); · точность взаимного расположения поверхностей (параллельность, перпендикулярность, концентричность); · качество поверхностного слоя. Самые жесткие требования обычно предъявляются точности взаимного Расположения поверхностей и формы, а более низкие - к точности размера. В зависимости от соотношения между допуском на отклонение размера формы установлены уровни относительной геометрической точности (в случае, когда допуск формы составляет 60 % от допуска размера - нормальная, 40 % - повышенная, 25 % - высокая точность). Точность можно оценивать как достижимую и экономически достижимую. Достижимая точност ь - точность, которая может быть достигнута Экономическая точность - точность, которая при минимальной себестоимости обработки достигается в нормальных производственных условиях. В справочной литературе приводят нормы экономической точности и в дальнейшем только она и будет нами рассматриваться. На погрешность измеряемого размера оказывает влияние значение параметра шероховатости поверхности детали. Если поверхность детали после обработки имеет большее значение параметра шероховатости, чем допуск, то возникает неопределенность измеряемых значений. Измерение размера детали происходит по вершинам гребешков микронеровностей (Рис. 1).
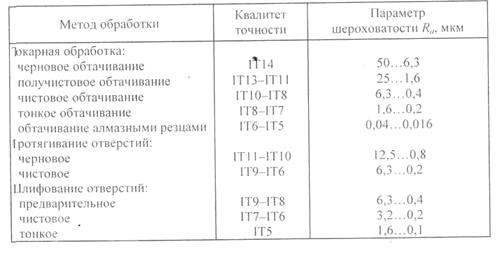
Рисунок 1 - Измерение диаметра шероховатостей поверхности: D1 - по вершине гребешков; D2 – по впадине гребешков Соотношение показателей точности и значения параметра шероховатости приведены в табл.1. Таблица 1
При оценке допуска формы изделия Тф следует учитывать, что он должен составлять менее 25 % от допуска на размер, и величина параметра шероховатости устанавливается в зависимости от уровня точности обработки (Rа ≤ (0,005 … 0,15) Тф).
Рисунок 2 - Виды отклонения формы цилиндрических поверхностей Отклонение формы характеризуется отклонением от прямолинейности, круглости, цилиндричности и отклонением от продольного сечения (рис. 2). Термины с «не» употреблять не следует, т. е. «некруглость» и т. д., следует использовать термин «отклонение» (см. табл. 2).
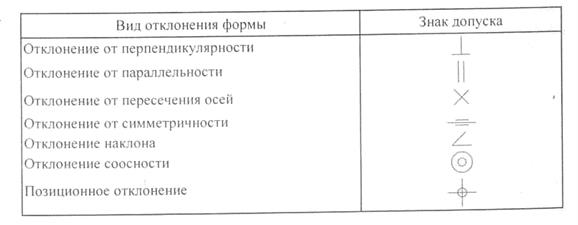
допуска). Условные обозначения вида отклонения формы даны в табл. 3. Таблица 2
Согласно ГОСТ на чертежах требования к точности формы указывают вместе с условным знаком, относящимся к допуску (вместе с числовым значением допуска). Условные обозначения вида отклонения формы даны в табл. 3. Таблица 3
2. Основные факторы, влияющие на точность обработки заготовок.
|
||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-13; просмотров: 150; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.184.90 (0.006 с.) |
 ), а с односторонними отклонениями (Ø
), а с односторонними отклонениями (Ø  ). Предпочтительнее применять систему отверстия, а не систему вала, так как с технологической точки зрения изготовление отверстия часто значительно сложнее, чем вала.
). Предпочтительнее применять систему отверстия, а не систему вала, так как с технологической точки зрения изготовление отверстия часто значительно сложнее, чем вала.