Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Лекция 14 (лектор Дрижов В.С.)Стр 1 из 4Следующая ⇒
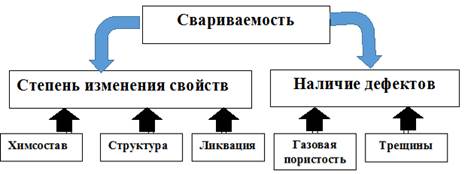
Лекция 14 (лектор Дрижов В.С.) Технологические свойства при сварке Технологическим свойством материала при сварке является – свариваемость. Свариваемость – это комплекс свойств сплава, определяющих его способность образовывать в процессе сварки качественное соединение, отвечающее заданным конструктивным и эксплуатационным требованиям. Для изготовления качественной сварной конструкции материал изделия должен обладать хорошей или удовлетворительной свариваемостью. В общем плане качественным соединением считается такое соединение, у которого свойства: механические, физические и химические близки к свойствам основного материала, а в сварном соединении отсутствуют дефекты. Количественные показатели свариваемости можно разделить на две группы: 1. Показатели, характеризующие степень изменения свойств металла сварного соединения. 2. Показатели, характеризующие склонность к образованию дефектов: трещин, газовой пористости, ликвации, образованию неметаллических включений.
При сварке металл сварного соединения подвергается как металлургическому, так и термодеформационному воздействия.
Особенности термодеформационного воздействия. I. Термическое воздействие – высокая температура нагрева до 2000 - 2400°С; - неравномерный нагрев: градиент 100-1000ºС/мм; -большие скорости нагрева и охлаждения 10-1000ºС/с в области температур кристаллизации (газовая 50-80°С/с, дуговая 70-200°С/с, ЭШС 5-10°С/с): II. Металлургическое воздействие – относительно малая масса расплавленного металла; Средняя длина сварочной ванны при ручной сварке 15—25 мм, при автоматической 50—100мм. Ширина ванны Б и глубина Н при ручной сварке: Б = 8-2 мм; Н=2-3 мм при автоматической: Б = 20 — 30 мм; Н = 5 — 20мм. - большая поверхность расплавленного металла по отношению к его объему (0,1 -10 см3); - интенсивность химических и физических процессов взаимодействия расплавленного металла с окружающей средой. III. Механическое воздействие – образование и развитие внутренних напряжений*; - воздействие на металл остаточных напряжений, возникших ранее. * Внутренние напряжения – напряжения, действующие в металле сварного соединения при отсутствии внешних поверхностных и объемных сил.
Испарения компонентов сплава Металл в твердом или расплавленном (жидком) состоянии частично испаряется и создает около своей поверхности пар. Наиболее интенсивно испарение в капле электродного металла. Марганец (а также и кремний) легко испаряется, его содержание в парах больше, чем в металле электрода. Пары марганца токсичны!!! Потери от испарения ~ 3-6% от веса расплавляющегося электрода (плавящийся голый электрод). Характеристики элементов, показывающие склонность к испарению.
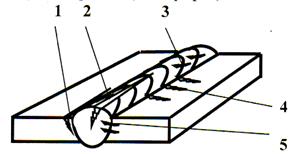
Взаимодействие с азотом. Азот практически нерастворим в меди, никеле, серебре, золоте – как инертный газ. Повышенное содержание азота в низкоуглеродистой стали, приводит к выделению дисперсных нитридов железа, вызывая охрупчивание металла (снижение пластичности и ударной вязкости) - Fe2N, Fe4N (острые, иглообразные выделения). Взаимодействие с водородом. Атомарный водород хорошо растворяется в жидком металле, и с увеличением температуры нагрева растворимость увеличивается. Результат – газовая пористость, микротрещины (флокены) Химического взаимодействия металла с компонентами шлака; Химическое взаимодействие компонентов шлака с жидким металлом осуществляется за счет реализации окислительно-восстановительных процессов, направление которых определяется температурными и концентрационными условиями; МеО + Feж «FeO + Ме Горячие трещины. Горячие трещины (кристаллизационные и подсолидусные) – хрупкое межкристаллическое разрушение металла шва и околошовной зоны, возникающее в твердо-жидком состоянии в процессе кристаллизации, а также при температуре ниже равновесного солидуса на 100-200°С.. Разновидности горячих трещин (топография) 1 и 2 - продольные в шве и околошовной зоне. 3 и 4 – поперечные в шве и околошовной зоне. 5 – поперечные по толщине свариваемого металла.
Методы определения склонности сплавов к образованию горячих трещин.
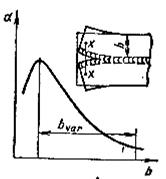
1. Лабораторные технологические пробы.
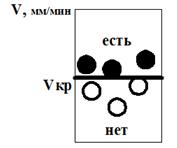
Влияние ширины пробы на темп деформации - α 2. Машинные методы испытания – образцы во время сварки растягивают с различной скоростью. Строят диаграммы, критерий минимальная скорость растяжения, при которой образуются трещины – Vкр.
Диаграммы
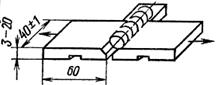
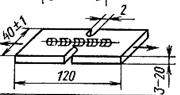
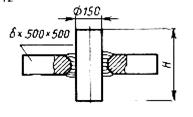
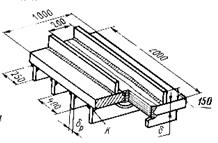
3. Отраслевые технологические пробы – имитируют реальный сварной узел Проба «вварыш» Проба ЦНИИТС
δ = до 20 мм, 20-30мм, свыше 30 Критерий – наличие или отсутствие трещин. Нет трещин – технология (материалы, режимы, последовательность проходов и др.) рекомендуется для производства. Технологические мероприятия по уменьшению вероятности образования горячих трещин.
- выбор оптимального химического состава основного и сварочного материала. - выбор оптимальных режимов сварки – получение объемной схемы кристаллизации, получение оптимальной геометрической формы шва – коэффициент формы шва должен находиться в диапазоне 1,3 – 3,0. (пси - Ψ = b/ h) b
- применение специальных технологических мероприятий, позволяющих получить благоприятную структуру: электромагнитное перемешивание, импульсная сварка, сварка с дополнительным присадочным материалом, подаваемым в хвостовую часть сварочной ванны.
- оптимальная конструкция – увеличение жесткости конструкции (исключение изгиба заготовок); - применение подогрева; - небольшие скорости сварки. Холодные трещины Холодные трещины – замедленное локальное межкристаллическое разрушение металла сварного соединения, возникающее практически после полного его охлаждения (ниже 200ºС).
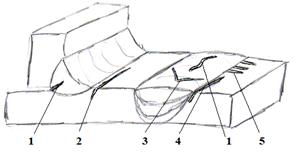
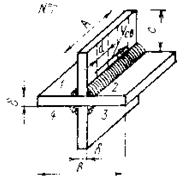
1 – продольные в шве. 2 – продольные в зоне термического влияния (откол). 3 – поперечные в шве. 4 – продольные в зоне сплавления (отрыв или отслаивание); 5 – поперечные в зоне термического влияния (частокол). Холодные трещины чаще образуются в околошовной зоне (ОШЗ), чем в металле шва. Методы оценки склонности материала к образованию холодных трещин. I. Косвенный метод – по эквиваленту углерода Сэкв. Если Сэкв< 0,45, то сплавы не склонны к образованию холодных трещин, если больше – имеется потенциальная возможность образования трещин. При твердости меньше HV350 трещин нет (установлено практикой). При Сэкв< 0,45 при всех скоростях охлаждения твердость ниже! Сэкв = С + Mn/6 + (Cr+ Mo+ V)/5 + (Ni + Cu)/15 * *Формула Международного института сварки II. Испытания лабораторных технологических проб Крестовая проба
Пробу сваривают «в лодочку», при этом соблюдают одинаковую начальную температуру пробы перед сваркой: -40ºС ÷ 250ºС
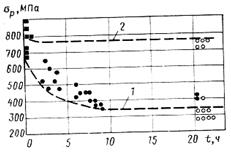
Максимальная склонность в ОШЗ швов 3-4-2-1 (наиболее интенсивно трещины возникают в ОШЗ 3-го шва) Критерий – наличие трещин (при определенной температуре, в ошз определенного шва). III. Испытания в условиях постоянно действующей нагрузки.
30ХН2МФА 1-нагрузка после сварки; 2 – нагрузка через трое суток после сварки
IV. Испытания отраслевых технологических проб. Технологические мероприятия по уменьшению вероятности образования холодных трещин. 1. Регулирование структуры металла сварного соединения тепловым воздействием (снижение скорости охлаждения). - повышение погонной энергии g/v; - предварительный подогрев; - сопутствующий подогрев. 3. Термическая обработка. - термическая обработка после сварки – снижение твердости, увеличиваем пластичность (вместо мартенсита получаем сорбит), уменьшение уровня остаточных напряжений; - предварительная термическая обработка - отжиг на зернистый перлит (цементит не в виде пластинок, а в виде сфер зернышек) замедленное растворение карбидов, что ограничивает рост зерна и повышает температуру начала превращение образование Б+М вместо М. 4. Снижение содержания водорода. - тщательная очистка свариваемых поверхностей; - прокалка электродов, флюса; просушка защитных газов; - оптимальные режимы сварки – замедленное охлаждение (выделение водорода). 4. Снижение уровня остаточных напряжений Имеются два принципиально возможных направления по влияния на сварочные напряжения. 1. Уменьшение величины пластической деформации металла на стадии его нагрева, а также уменьшение объема металла, участвующего в пластической деформации. 2. Увеличение пластической деформации удлинения металла на стадии остывания или после полного охлаждения в тех зонах, где при нагреве возникли пластические деформации укорочения. Методы по уменьшению уровня напряжений - Предварительный и сопутствующий подогрев – уменьшение пластической деформации укорочения металла. - Проковка или прокатка металла шва после сварки - Термический метод снижения остаточных напряжений – нагрев металла рядом со швом движущимися горелками или индуктором (расширение нагретых зон приводит к деформации металла шва)
- Отпуск сварных конструкций – общий или местный (высокий отпуск: 550- 680С).
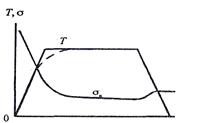
Влияние температуры (T) и длительности отпуска на изменение остаточных напряжений
- оптимальная конструкция сварной заготовки – уменьшение жесткости;
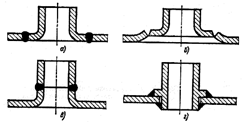
Обеспечение при сварке изделий свободной усадки сварных соединений с помощью рациональной конструкции. При варке фланца «а» хороший эффект обеспечивает предварительный выгиб кромок листа для компенсации усадки «б», замена варки плоским кольцевым швом сваркой по отбортовке «в», запрещение применения сварки угловыми швами.
Лекция 14 (лектор Дрижов В.С.)
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 121; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.42.164 (0.038 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||



 0,8 2,0
0,8 2,0





















 h
h


 Г.Т.
Г.Т.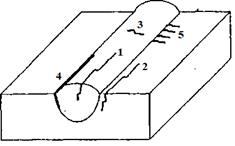

 Зоны нагрева (150- 200°С)
Зоны нагрева (150- 200°С)