Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Порядок выполнения практической части лабораторной работы
Задача 1 По результатам пяти наблюдений была найдена длина стержня. Итог измерений составляет L = 18,308 мм, Sl=0,005 мм, причем существуют достаточно обоснованные предположения о том, что распределение результатов наблюдений было нормальным. Требуется оценить вероятность того, что истинное значение длины стержня отличается от среднего арифметического из пяти наблюдений не больше чем на 0,01 мм. Задача 2 В условиях предыдущей задачи найти доверительную границу погрешности результата измерений для доверительной вероятности Р=0,99. Задача 3 При измерении температуры Т в помещении термометр показывает 26°С. Среднее квадратическое отклонение показаний σт=0,3°C. Систематическая погрешность измерения Δs= +0,5°С. Укажите доверительные границы для истинного значения температуры с вероятностью Р = 0,9973 (tp =3). Задача 4 При измерении усилия динамометр показывает 1000 Н, погрешность градуировки равна -50 Н. Среднее квадратическое отклонение показаний σF=10H. Укажите доверительные границы для истинного значения измеряемого усилия с вероятностью Р = 0,9544 (tp = 2). Задача 5 Найти среднее значение расстояния между ориентирами осей здания и доверительный интервал, в котором находится это значение, с доверительной вероятностью 0,99 при следующих измерениях этого расстояния, м: 18,124; 18,127; 18,121; 18,122; 18,131. Задача 6 Результаты пятикратного измерения диаметра детали D=5,27 мм. Систематическая погрешность, вызванная износом губок штангенциркуля, составляет +0,07 мм. СКО результатов измерений σD=0,12 мм. Записать результат измерения при доверительной вероятности P=0,95. Задача 7 При определении силы инерции по зависимости F = mּa измерениями получены значения m = 100 кг и ускорение a = 2 м/с2. Средние квадратические отклонения результатов измерений: σm = 0,5 кг, σa = 0,01 м/с2. Записать результат определенной силы инерции с вероятностью P = 0,966 (tP = 2,12).
Содержание отчета 1. Титульный лист; 2. Цель и программа работы; 3. Решение задач 1...7.
ЛАБОРАТОРНАЯ РАБОТА№5 ИЗМЕРЕНИЕ ДЕТАЛЕЙ С ПОМОЩЬЮ ШТАНГЕНЦИРКУЛЯ И МИКРОМЕТРА
1. Цель работы - приобретение навыка измерения размеров детали с помощью штангенциркуля, а также проверки годности размеров
Задание на работу Измерить штангенциркулем указанные преподавателем размеры и сделать заключение о годности детали по каждому из размеров. Общие положения Характерной особенностью штангенинструментов является наличие линейного нониуса (дополнительной шкалы) для отсчета целых и дробных
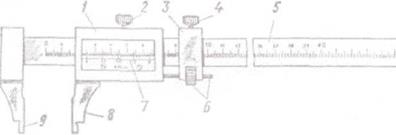
1 — губки для внутренних измерений, 2 — рамка, 3 — зажим рамки, 4 — штанга, 5 — линейка глубиномера, 6 — шкала штанги, 7 — нониус, 8 — губки для наружных измерений
Целое число миллиметров у штангенинструментов отсчитывается по шкале штанги слева направо нулевым штрихом нониуса (рисунок 2). Количество целых миллиметров равно 42.
Рисунок 2 – Шкала штангенциркуля Нониус длиной 19 мм разделен на 10 частей. Одно деление нониуса составляет 19:10=1,9 мм, что на 0,1 мм меньше целого числа миллиметров.
Рисунок 3 - Нониус с величиной отсчета 0,1 мм При нулевом показании (когда совпадают нулевые штрихи штанги и нониуса) штрих нониуса находится от ближайшего справа штриха штанги на расстоянии, равном величине отсчета (0,1 мм), умноженной на порядковый номер нониуса, не считая нулевого, т. е. при перемещении рамки до совпадения какого-либо штриха нониуса со штрихом штанги размер между губками штангенциркуля (дробная величина) будет равен величине отсчета (0,1 мм), умноженной на порядковый номер этого штриха нониуса. Дробная величина (0,3 мм) получена в результате умножения величины отсчета (0,1 мм) на порядковый номер штриха нониуса, т. е. третьего (не считая нулевого), совпадающего со штрихом штанги.
Рисунок 4 - Определение доли миллиметра нониусом с величиной отсчета 0,1 мм Целое число миллиметров отсчитывается по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметров) определяется умножением величины отсчета (0,1 мм) на порядковый номер штриха нониуса (не считая нулевого), совпадающего со штрихом штанги.
Рисунок 5 - Чтение показаний на штангенциркуле с величиной отсчета 0,1 мм
При отсутствии просвета между губками для наружных измерений или при небольшом просвете (до 0,015 мм) должны совпадать нулевые штрихи нониуса и штанги. При измерении штангенциркулем измерительные поверхности губок доводят до требуемого размера путем соприкосновения с проверяемой поверхностью, проверяя при этом правильность их положения (отсутствие перекоса и нормальность усилия при перемещении), закрепляют рамку и читают показания. Штангенциркуль ШЦ-Ш с пределами измерений 0—400 мм и величиной отсчета по нониусу 0,05 мм предназначен для наружных и внутренних измерений.
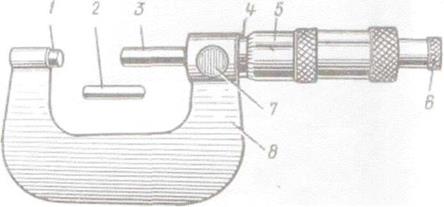
Рисунок 6 - Штангенциркуль ШЦ-Ш 1 — рамка, 2 — зажимы рамки, 3 — рамка микрометрической подачи, 4 — зажим рамки микрометрической подачи, 5 — штанга, 6 — гайка и винт микрометрической подачи, 7 — нониус, 8 — губка рамки, 9 — губка штанги Микрометрическую подачу применяют для точной установки рамки относительно штанги
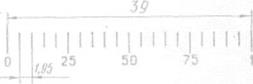
Рисунок 7 - Штангенциркуль ШЦ-Ш 1 — рамка, 2 — зажим рамки, 3 — штанга, 4 — рамка микрометрической подачи, 5 — зажим рамки микрометрической подачи, б — гайка и винт микрометрической подачи, 7 — нониус Нониус, длина которого равна 39 мм, разделен на 20 частей. Одно деление нониуса составляет 39:20 = 1,95 мм, что на 0,05 мм меньше целого числа миллиметров.
Рисунок 8 - Шкала нониуса с величиной отсчета 0,05 мм
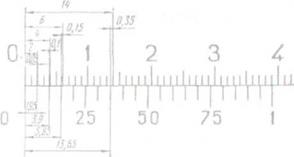
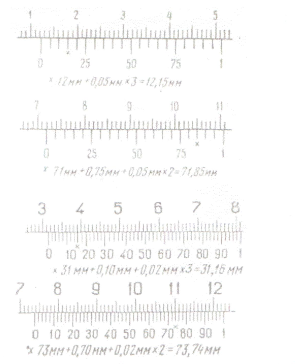
Рисунок 10 - Доля миллиметра нониусом с величиной отсчета 0,05 мм При чтении показаний на штангенинструментах с величиной отсчета по нониусу 0,05 мм целое число миллиметров отсчитывают слева направо нулевым штрихом нониуса. Затем находят штрих нониуса, совпадающий со штрихом шкалы штанги. После этого к ближайшей слева цифре нониуса (25 или 50, или 75), обозначающей сотые доли миллиметра, прибавляют результат умножения величины отсчета на порядковый номер короткого штриха нониуса, совпадающего со штрихом штанги, считая его от найденного длинного оцифрованного штриха. Если же со штрихом штанги совпадает длинный оцифрованный штрих нониуса, то ограничиваются прибавлением его величины к целому числу миллиметров. Величина отсчета у инструментов с нониусом равна частному от деления основного деления шкалы на количество делений нониуса. При цене деления основной шкалы 1 мм и количестве делений нониуса 10 величина отсчета равна 0,1 мм; при цене деления основной шкалы 1 мм и количестве делений нониуса 20 величина отсчета равна 0,05 мм; если бы количество делений нониуса было бы равно 50, то величина отсчета была бы равна 0,02 мм.
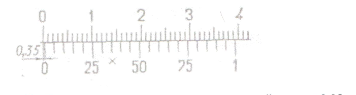
Рисунок 11 - Примеры чтения показаний на штангенинетрументах с величиной отсчета по нониусу 0,05 мм МИКРОМЕТР Микрометры (ГОСТ 6507—78, СТ СЭВ 344—76—СТ СЭВ 352—76) предназначены для наружных измерений. Цена деления 0,01 мм. Измерительное перемещение микрометрического винта 25 мм. Верхний предел измерений 600 мм.
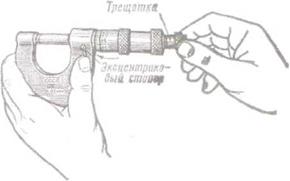
Трещотка обеспечивает постоянное измерительное усилие. У микрометров типа МК допускается измерительное усилие 700 ±200 сН. В микрометрических инструментах используется винтовая пара, где продольное перемещение винта прямо пропорционально шагу резьбы и углу поворота винта. За один оборот микрометрический винт перемещается вдоль оси на шаг резьбы (0,5 мм). Барабан разделен по окружности на 50 равных частей.
При повороте на одно деление микрометрический винт 2, соединенный с барабаном 1, перемещается вдоль оси на 1/50 шага, т. е. 0,5 мм:50 = 0,01 мм, являющейся ценой деления микрометра.
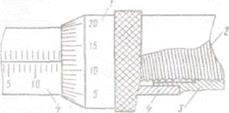
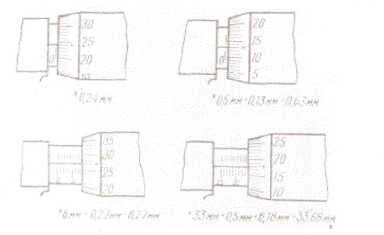
Целое число миллиметров и половину миллиметра отсчитывают краем скоса барабана по шкале стебля. Сотые доли миллиметра определяют по порядковому номеру штриха барабана, совпадающего с продольным штрихом стебля. Скос на барабане для шкалы сотых долей миллиметра приближает ее к шкале стебля и тем предохраняет от искажений при чтении показаний (параллакса).
Рисунок 15 – Чтение показаний
Рисунок 16 - Проверка нулевого положения микрометра
Последовательность действий при установке микрометра на нуль: Если после доведения до соприкосновения измерительных поверхностей с установочной мерой или между собой (в пределах измерения микрометра О—25 мм) показания микрометра неправильны, необходимо; 1) закрепить микровинт стопором; 2) разъединить барабан с микровинтом; 3) установить барабан и закрепить его; 4) произвести проверку нулевого положения.
Рисунок 17 - Закрепление микровинта стопором
Порядок выполнения работы 4.1. Выполнить эскиз детали и проставить буквенные обозначения указанных преподавателем размеров, например, b1,..., b4. 4.2. В бланке отчета записать обозначение размера по чертежу, номинальный размер и обозначение его поля допуска и найденные из ГОСТа 25347-82 предельные отклонения размера. Например, для размера
b1=42 h10(-0,1 ). 4.3. Рассчитать предельные размеры. Например, для размера b1 b1max=b1+es =42+0=42,0 мм b1min=b1+ei =42+(-0,1)=41,9 мм 4.4. Измерить штангенциркулем указанные размеры детали и записать их в таблицу бланка отчета в графу "результаты измерений" (для размера b1 результат измерения - 42,10 мм). 4.5. Сделать заключение о годности детали по каждому из размеров. Условие годности размера для bi, bimin< b< bimax где bimin и bimax - предельные размеры, b -действительный размер детали, установленный путем измерений. Для рассматриваемого примера деталь имеет брак исправимый, так как b 1 > b 1 max (42,10 > 42,00 мм).
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 206; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.154.171 (0.026 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||