
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Розрахунок тривалості технологічного циклу та величини незавершенного виробництва
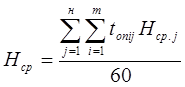
Тривалість технологічного циклу визначається за формулою 3.1.
де Pj – розмір партії деталей j-го найменування; tonij – оперативний час на виконання і-ї операції по виготовленню j-го типорозміру; tкор – мінімальний оперативний час, необхідний для кожної пари суміжних операцій (якщо операція виконується на декількох верстатах, то ділиться на ton число верстатів); m – число операцій, що входять до технологічного процесу.
В нормо-годинах величина незавершеного виробництва визначається за формулою 3.3.
Розрахунок чисельності виробничого персоналу
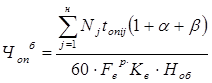
Чисельність операторів, які здійснюють спостереження за роботою технологічного обладнання, за проектом визначається за формулою 4.1.
де l - коефіцієнт, що враховує затрати часу оператора на спостереження за роботою обладнання, (l=0,15); a - коефіцієнт, що враховує затрати часу оператора на обслуговування робочого місця (a=0,07); b- коефіцієнт, що враховує затрати часу оператора на відпочинок та власні потреби (b=0,03); m – число операцій технологічного процесу; н – номенклатура деталей; Fep – ефективний фонд часу роботи оператора; Kв – коефіцієнт виконання норм, (Kв =1).
За базовим варіантом чисельність даних операторів розраховується за формулою 4.2.
де Ноб – норма обслуговування, (Ноб=1)
Чисельність наладчиків розраховується за формулою 4.3.
де Тні – сумарний час на переналадку обладнання на кожній і-й операції при переході від однієї партії деталей до іншої, год.; ТТС – час, що витрачається на тестопрограми та профілактику, год.(ТТС =1).
Чисельність робітників, що виконують наладку інструменту, розраховується за формулою 4.4.
де tін – середній час наладки одиниці інструменту, год. (tін =0,75); h – середнє число інструментів в наладці за операціями на одну партію деталей, шт. (h =5); Ппер – число переналадок обладнання при переході від обробки однієї партії деталей до іншої.
Чисельність складальників пристосувань визначається за формулою 4.5.
де tск – середній час складання-розбирання одного пристосування (tск =2 год.);
h – середнє число компонентів в пристосуванні за операціями на одну партію деталей, шт. (h =5).
Чисельність між операційних транспортних робітників розраховується за формулою 4.6.
де m – кількість операцій технологічного процесу, що обслуговуються вручну, (m=5); tmp – час, що витрачається на транспортування однієї деталі.
|
|||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 82; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.89.24 (0.005 с.) |
 , (3.1)
, (3.1)




 Величина незавершеного виробництва визначається за формулою 3.2.
Величина незавершеного виробництва визначається за формулою 3.2. (3.2)
(3.2)


 (3.3)
(3.3)

 (4.1)
(4.1)
 , (4.2)
, (4.2) (чол.)
(чол.) (чол.)
(чол.) (чол.)
(чол.) (чол.)
(чол.) (чол.)
(чол.)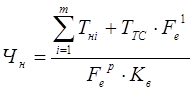 , (4.3)
, (4.3) (чол.)
(чол.) (чол.)
(чол.) , (4.4)
, (4.4) (чол.)
(чол.) , (4.5)
, (4.5) (чол.)
(чол.) , (4.6)
, (4.6) (чол.)
(чол.)


