Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Шиповые соединения столярных изделийСодержание книги
Поиск на нашем сайте
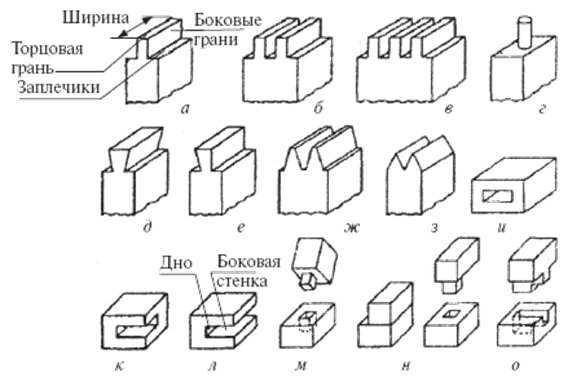
При производстве столярных изделий основным видом соединений является шиповое, состоящее из двух элементов: шипа и гнезда или проушины. Бруски столярных изделий соединяют между собой шиповым соединением, состоящим из двух элементов – шипа и гнезда, или проушины. Шип – выступ на торце бруска, входящий в соответствующее гнездо или проушину другого бруска. Шипы бывают одинарными (рис. 47, а), двойными (рис. 47, б), многократными (рис. 47, в), т.е. более двух.
Цельный шип – это шип, составляющий одно целое с бруском. Вставным шипом называют шип, выполненный отдельно от бруска. Вставной шип получают из отдельного куска древесины той же породы, что и соединяемые бруски, или из более прочной древесины. В том и в другом случае направление волокон древесины шипа должно быть долевым. Шип с поперечным сечением в виде круга называется круглым (рис. 47, г). Шип «ласточкин хвост» (рис. 47, д) имеет профиль в виде равнобедренной трапеции с большим основанием на торцовой грани типа; односторонний шип «ласточкин хвост» – в виде прямоугольной трапеции на торцовой грани шипа (рис. 47, е).
Зубчатый шип имеет профиль в виде треугольника или трапеции, меньшее основание которого является торцовой гранью шипа (рис. 47, ж), двукосый зубчатый шип (рис. 47, з) – равнобедренного треугольника.
Одинарные и двойные шипы применяют при изготовлении окон, рамочных дверей, мебели; шип «ласточкин хвост» – при изготовлении ящиков, коробок; зубчатые шипы – при клеевом соединении деталей (сращивании) по длине. Для того, чтобы образовать шип, проушину, гнездо, обработанные бруски, простроганные с четырех сторон на требуемый размер, предварительно размечают (рис. 47, и, к, л, м).
Рис. 47. Виды шипов: а – одинарный; б – двойной: в – многократный; г – круглый; д – «ласточкин хвост»; е – односторонний «ласточкин хвост»; ж, з – зубчатые; и – гнездо; к, л – проушины; м – глухой шип; н – шип в потемок; о – шип в полупотемок.
Шипы в потемок (рис. 47, н) и полупотемок (рис. 47, о) используют при изготовлении рамок, мебели и др. Шип в потемок делают не только при концевом соединении, но и в тех случаях, когда требуется, чтобы края гнезда были незаметны, так как получить ровные края гнезда не всегда удается. Чтобы скрыть этот дефект, у шипа вырезают потемок, т.е. снимают часть шипа по ширине с одной или обеих сторон.
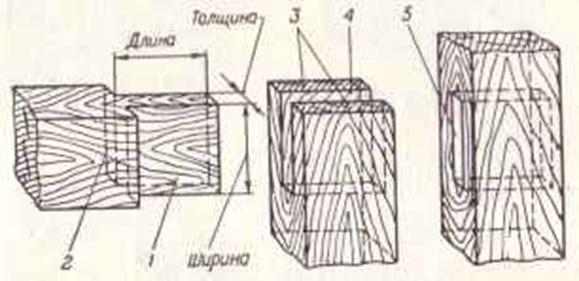
Шипы бывают плоскими, круглыми, прямоугольными и трапециевидными. Шип, проходящий брусок насквозь, называется сквозным. Шип, не проходящий насквозь, называется скрытым. Шип, боковые грани которого расширяются к концу, называется «ласточкин хвост» или «награт». Если у шипа расширяется только одна боковая грань, он называется односторонним «награтом». Боковые грани шипа называются щечками; срезанные торцовые части бруска, образующие шип, - заплечиками; торцовая часть шипа - концом. Длина шипа - расстояние от заплечика до его конца (торца), ширина - поперечный размер щечки, толщина - размер между заплечиками шипа (рис. 11).
Рис. 11. Элементы шипового соединения: 1 - шип; 2 - заплечики; 3 - щечки; 4 - проушина; 5 - гнездо.
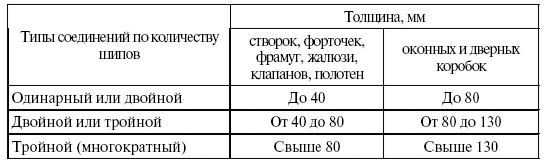
Типы шиповых соединений в зависимости от толщины соединяемых деталей даны в табл. Таблица Шиповые соединения столярных изделий
Шиповое соединение должно быть выполнено с величинами натягов и зазоров в пределах 0,1–0,3 мм, т. е. практически плотным.
Основными недостатками в шиповом соединении являются: невыдержанность размеров шипа по длине, толщине, непараллельность поверхностей шипа или проушины, сколы, вырывы, неплотности в шиповом соединении и др.
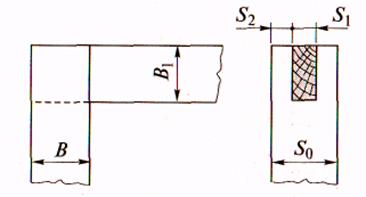
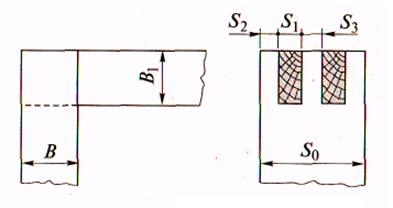
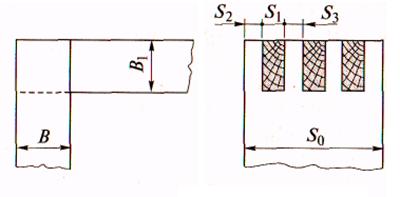
Прочность шипового соединения во многом зависит от правильного выбора размеров шипа. Основные размеры шипов определяет ГОСТ 9330. Так, - толщина одинарного шипа S = 0,4 S0; - толщина двойного шипа S1 = S3 = 0,2 S0; - тройного S1 = S3 = 0,14 S0,
где S0 - толщина детали (рис. 12).
Расчетная толщина округляется до ближайшего большого номинального размера: 6, 8, 10, 12, 16, 20 и 25 мм. Длина сквозного шипа должна быть равна ширине бруска, длина глухого шипа - половине ширины бруска.
Глубина гнезда делается на 2-3 мм больше длины шипа.
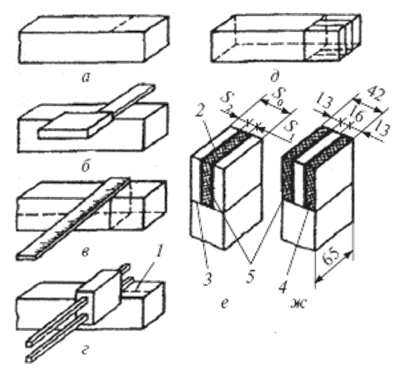
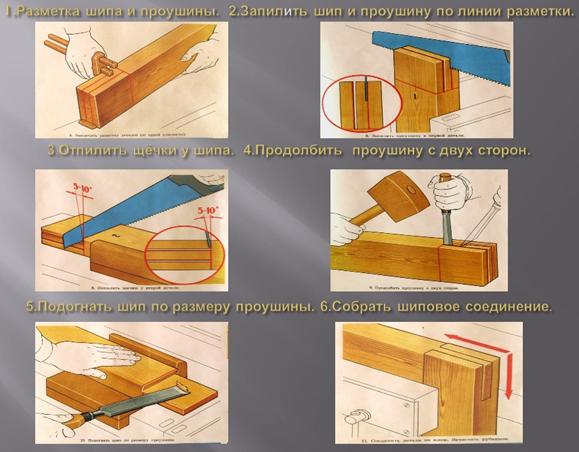
Концевые грани шипа рекомендуется скашивать с двух сторон под углом 25-30 °, чтобы шип лучше входил в гнездо и клей меньше сгонялся со щечек шипа. В двойных и тройных шипах площадь склеивания увеличивается в 2-3 раза и прочность соединения возрастает. Шип «ласточкин хвост» получается наиболее прочным при угле наклона в 10°. При большем угле щечки шипа скалываются, и соединение получается менее прочным. Выработка шипов и проушин При выработке шипов и проушин выполняют следующие операции: размечают шипы и проушины, запиливают, выпиливают заплечики и выдалбливают проушины. В соответствии с рабочим чертежом определяют размеры соединений, после чего приступают к разметке. Разметка углового концевого соединения на открытый сквозной одинарный шип УК-1 для брусков толщиной 42 мм и шириной 65 мм приведена на рис. 56. Для соединения УК-1 Sl = 0,4S0; S2 = 0,5(S0 – S1), где S0 – толщина бруска, равная 42 мм. Отсюда толщина шипа S1 = 0,4S0 = 0,4 · 42 = 16,8 мм (округленно принимаем равной 16 мм), S2 = 0,5(42 – 16) = 13 мм. В соответствии с этими данными размечают шипы. И шипы, и проушины можно размечать, используя шаблоны, с помощью которых на торцах бруска наносят риски.
Рис. 56. Разметка шипов и проушин: а – разметка линейной высоты шипа; б – нанесение риски длины шипа угольником с карандашом; в – разметка толщины шипа линейкой; г – нанесение риски рейсмусом; д – разметка концевого соединения; е – проушина; ж – шип; 1 – риска; 2 – линия пропила; 3 – линия разметки; 4 – заплечико; 5 – удаляемая часть древесины
Запиливают шипы и проушины лучковой пилой очень тщательно, так как перекос шипа приведет к перекосу створки. Если шип толще проектного размера, то при посадке в проушину он может расколоть брусок, а если тоньше, то соединение получится непрочным, так как оно будет без плотной посадки. При пилении следят за тем, чтобы пила проходила около риски, только в этом случае получится точный размер шипа или проушины. При выработке шипов пилят только с наружной стороны риски, а при выработке проушин – с внутренней.
При начале пиления для быстрого углубления пилу ставят на ребро под углом 15–20° и, сделав несколько движений на себя, без нажима углубляют пилу, после чего пилят равномерно без нажима и рывков. После запила срезают плечики. Проушину после запила выдалбливают долотом с киянкой и зачищают стамеской.
Рисунок – Схема разметки и обработки элементов шипового соединения
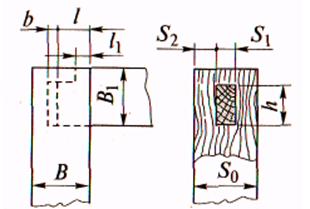
В зависимости от толщины изделий, требуемой прочности бруски соединяют на один, два и более шипов. Увеличение числа шипов повышает площадь склеивания. Шиповые соединения брусков бывают угловые концевые, серединные и ящичные. Угловые концевые соединения брусков выполняют на шипы: открытый сквозной одинарный УК-1.
Рисунок – Размеры открытого сквозного одинарного концевого соединения брусков УК-1
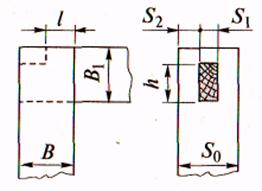
Открытый сквозной двойной УК-2
Рисунок – Размеры открытого сквозного двойного концевого соединения брусков УК-2
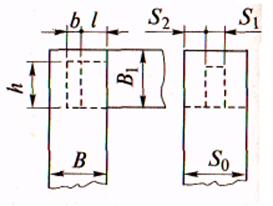
Открытый сквозной тройной УК-3
Рисунок – Размеры открытого сквозного тройного концевого соединения брусков УК-3
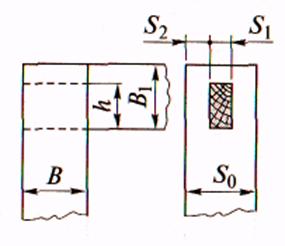
Несквозной с полупотемком УК-4
Рисунок – Размеры закрытого несквозного углового концевого соединения брусков с полупотемком УК-4
Сквозной с полупотемком УК-5
Рисунок – Размеры открытого сквозного углового концевого соединения брусков с полупотемком УК-5
Несквозной с потемком УК-6
Рисунок – Размеры несквозного углового концевого соединения брусков с потемком УК-6
Сквозной с потемком УК-7
Рисунок – Размеры сквозного углового концевого соединения брусков с потемком УК-7
При изготовлении мебели все чаще применяются круглые вставные шипы (шканты). Основное преимущество соединений на таких шипах заключается в простоте и прочности угловых вязок. Применение шкантов дает возможность механизировать и автоматизировать процессы производства. Прочность шкантового соединения зависит от следующих факторов: величины натяга (зазора) в соединении; глубины запрессовки шканта в торец бруска и в кромку парного бруска (например, соединение царги стула с ножкой); способа нанесения клея: только на стенки отверстия или шканта или на обе соединяемые поверхности; породы древесины, из которой изготовлен шкант; диаметра шканта. По ГОСТ 9330 общая длина шканта L = 2,5-6d, где d - диаметр шканта.
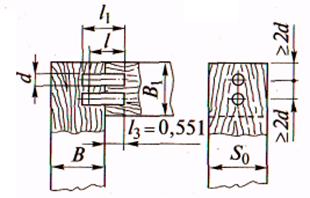
Несквозные и сквозные на круглые вставные шипы УК-8
Рисунок – Размеры несквозного углового концевого соединения брусков на круглые вставные шипы УК-8
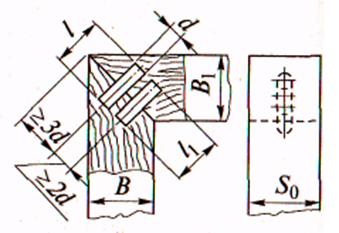
На «ус» со вставным несквозным круглым шипом УК-9
Рисунок – Размеры несквозного углового концевого соединения брусков на ус со вставными круглые вставные шипами УК-9
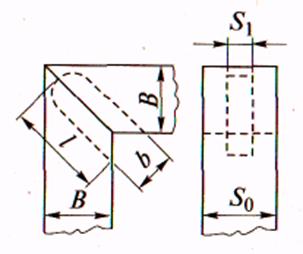
На «ус» со вставным несквозным плоским шипом УК-10
Рисунок – Размеры несквозного углового концевого соединения брусков на «ус» со вставным несквозным плоским шипом УК-10
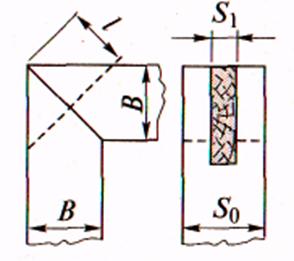
На «ус» со вставным сквозным плоским шипом УК-11
Рисунок – Размеры углового концевого соединения брусков на «ус» со вставным сквозным плоским шипом УК-10
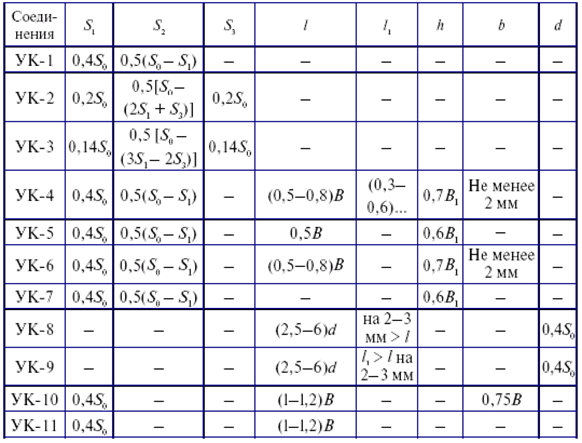
Размеры шипов и других элементов угловых концевых шиповых соединений приведены в таблице 5.
Таблица 5 Размеры шипов и других элементов угловых концевых соединений
|
||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 4988; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.007 с.) |