Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Фрезерный станок с верхним расположением шпинделя
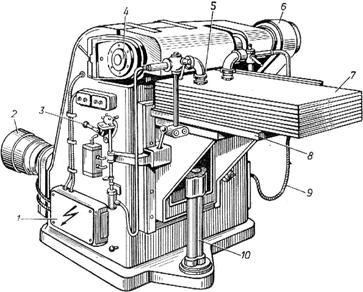
Фрезерные станки с верхним расположением шпинделя (ВФК), служат для обработки деталей с криволинейными контурами, создания пазов и фигурных рельефов на пласти заготовки (рис. 12).
Рис. 12. Общий вид фрезерного станка с верхним расположением шпинделя Router 800 E
В качестве режущего инструмента применяют концевые фрезы диаметром от 2 до 60 мм. Фрезерный станок с верхним расположением шпинделя показан на рис. 13.
Рис. 13. Одношпиндельный фрезерный станок с верхним расположением шпинделя: 1 - электрошпиндель; 2- упор; 3- винт-ограничитель; 4- поворотная головка; 5 – фреза; 6- ручка; 7- педаль; 8- станина; 9- маховичок; 10- стол; 11- направляющая линейка; 12- палец; 13 – суппорт
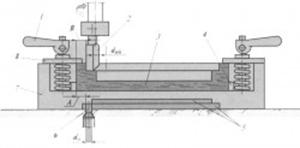
На станине станка 8 размещены стол 10 и шпиндельный суппорт 13. К суппорту прикреплен высокооборотный электрошпиндель 1, вращающиеся с частотой 12000 или 18000 об/мин. На конце шпинделя расположено коническое отверстие для закрепления патрона с фрезой 5. Подача на заданную глубину производится вертикальным перемещением суппорта пневмоприводом педалью 7. Величина перемещения устанавливается винтом-ограничителем 3, взаимодействующим с упором 2. в поворотной головке 4 можно установить несколько винтов ограничителей выдвинутых на различную высоту для быстрой настройки на различную глубину паза. Для продольной прямолинейной обработки используют стол 10 и направляющею линейку 11. регулировку стола по высоте осуществляют маховиком 9. Для копировальных работ используют шаблон, в нижней части которого расположен копирный паз, соответствующий профилю обработки детали. Заготовку подают вручную перемещая шаблон по копирному пальцу 12, которым управляют ручкой 6. На рисунке 14 показана схема фрезерования детали в шаблоне по двум контурам. Шаблон состоит из плиты 7, в нижней части которой находятся пазы различной глубины соответствующие контуру обработки. Заготовку базируют по упорам 4 и закрепляют эксцентриковыми прижимами.
Рис. 14. Схема обработки детали в шаблоне на фрезерном станке с верхним расположением шпинделя: ручка с эксцентриком; 2- фреза; 3 –деталь; 4- упор; 5- копирные кромки; 6- копирный палец; 7- плита; 8- прихват
Упоры устанавливают относительно копирной кромки на расстоянии А (мм): А=В+((dоб- dп)/2)
Где В – расстояние от торца детали до паза, мм; dоб – диаметр фрезерования, мм; dп – диаметр копирного пальца, мм. При переходе на другую форму контура детали поворотом рукоятки поднимают копирный палец 6, до касания второй копирной кромки 5. В настоящие время станки с верхним расположением шпинделя используются редко, им на смену пришли станки нового поколения с числовым программным управлением (ЧПУ).
Рамные шипорезные станки Рамные шипорезные станки бывают двух типов: - односторонние - двусторонние.
На односторонних обрабатывают сначала один конец заготовки, затем заготовку переворачивают и вырабатывают шип или проушину на втором ее конце.
Рис. Технологическая схема образования шипов на одностороннем рамном шипорезном станке
Рис. Односторонний рамный шипорезный станок: 1 – станина, 2 – упор, 3 – деталь, 4 – подпорный брусок, 5 – каретка, 6 – направляющая линейка, 7 – гидроприжимы, 8 – стол, 9 – пила, 10 – шипорезная фреза, 11 – винт настройки, 12 – дисковая фреза, 13 – направляющая, 14 – роликовтулочная цепь Двусторонние шипорезные станки позволяют одновременно вырабатывать шипы или проушины на обоих концах заготовки. Надо иметь в виду, что пила и верхняя шипорезная фреза должны вращаться против часовой стрелки, а нижняя шипорезная и дисковая фрезы – по часовой стрелке (если смотреть на шпиндель со стороны установленного инструмента). Направляющую линейку на каретке настраивают по угольнику и индикатору. Для предотвращения сколов детали при фрезеровании шипов используют подпорный брусок из древесины твердых пород. Его крепят к направляющей линейке так, чтобы на конце бруска можно было сформировать шип при обработке первой детали.
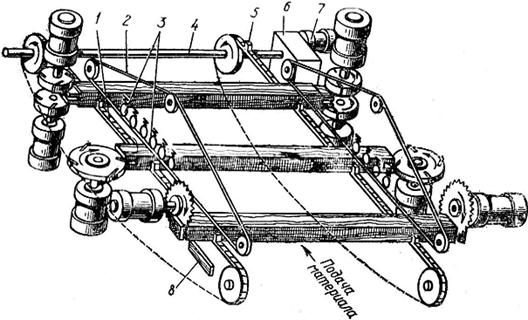
Рис. Двусторонний рамный шипорезный станок: 1 – конвейерная цепь, 2 – клиновой ремень, 3 – подпружиненные ролики: 4 – вал, 5 – упор, 6 – редуктор, 7 – электродвигатель, 8 – упорная линейка
Ящичные шипорезные станки
Ящичные шипорезные станки бывают двух видов: для выработки прямых или клиновых шипов и шипов «ласточкин хвост».
Рис. Ящичный шипорезный станок с автоматической подачей ШПА40:
1 –пульт управления, 2 – электродвигатель, 3 – органы управления гидроприводом, 4 – подшипники рабочего вала, 5 – гидрозажимы, 6 – ременная передача, 7 – заготовки, 8 – стол, 9 – гидрошланги, 10 – гидроцилиндр подъема стола
|
||||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 358; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.140.108 (0.007 с.) |