Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
А – общий вид; б – схема одновременной обработки концевой и торцовыми фрезами
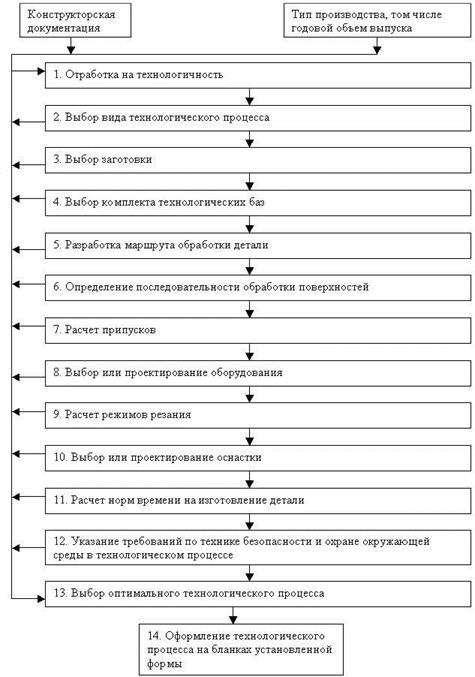
Разработка и применение технологических процессов 1. Технологический процесс разрабатывается для изготовления нового или модернизуемого изделия и совершенствования действующего технологического процесса в соответствии с достижениями науки и техники. 2. Разрабатываемый технологический процесс должен быть прогрессивным и обеспечивать повышение производительности труда и качества изделий, сокращение трудовых и материальных затрат на его реализацию, уменьшение вредных воздействий на окружающую среду. Прогрессивность технологического процесса оценивается по показателям, установленным системой аттестации технологических процессов в отрасли и на предприятии. 3. Технологический процесс должен соответствовать требованиям техники безопасности и промышленной санитарии, изложенным в системе стандартов безопасности труда (ССБТ), стандартах на типовые и групповые технологические процессы, инструкциях и других нормативных документах по технике безопасности и промышленной санитарии. 4. Документы на технологические процессы всех видов следует оформлять в соответствии с требованиями стандартов Единой системы технологической документации (ЕСТД). Для разработки единичных ТП установлены следующие основные этапы:
Последовательность выполнения этапов при разработке технологического процесса механической обработкой детали выработана длительным опытом технологов. Это не строгое выполнение последовательности работ, а всестороннее рассмотрение аспектов технологического процесса с возвратом к выполненным предыдущим этапам.
Исходная информация. Для разработки ТП необходимо располагать определенной исходной – базовой, руководящей и справочной информацией. К базовой информации относятся данные, содержащиеся в конструкторской документации на изделие и плановом задании на его выпуск. Рабочий чертёж детали, подлежащей изготовлению, должен быть исполнен с исчерпывающей полнотой и отвечать следующим требованиям:
Тип производства определяют в зависимости от годового объема выпуска деталей и массы детали по таблице 1
Таблица 1 – Определение типа производства
Руководящая информация включает данные, содержащиеся в стандартах всех уровней на ТП, оборудование и оснастку; в производственных инструкциях по экологии и безопасности жизнедеятельности. Справочную информацию составляют данные, содержащиеся в описаниях прогрессивных методов обработки; документации на действующие типовые процессы; каталогах, номенклатурных справочниках прогрессивного технологического оборудования и оснастки; материалах по выбору технологических нормативов (режимов обработки, припусков, норм расхода материалов и др.); методиках расчета экономической эффективности и точности; технологических классификаторах деталей и операций.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 182; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.97.61 (0.007 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||