Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кем замещается и кого замещает. ⇐ ПредыдущаяСтр 4 из 4
5.1. На время очередного отпуска, учебного отпуска или болезни замещается ведущим инженером. Замещает – начальника производственно-технического сектора Настоящая должностная инструкция составлена на основании квалификационных характеристик и разрядов оплаты труда должностей руководителей, специалистов и служащих открытого акционерного общества «Российские железные дороги» № 1505р от 18.07.2006 года.
РАССМОТРЕНИЕ ТЕХНОЛОГИИ СВАРКИ СТЫКОВ ПЛЕТЬ В ПЛЕТЬ С ОДНОВРЕМЕННОЙ УКЛАДКОЙ РЕЛЬСОВЫХ ПЛЕТЕЙ НА ПЕРЕГОНЕ ГЛАЗОВ – БАЛЕЗИНО 2 ПУТЬ Характеристика участка производства работ Участок ремонта пути двухпутный, электрифицированный на переменном токе, оборудован двухсторонней автоблокировкой. Продольный профиль пути на участке ремонта имеет общий незначительный подъём от станции Глазов к станции Балезино и представляет собой чередование затяжных спусков и подъемов с максимальным уклоном 10,5 %о. В плане путь расположен на прямом участке пути, однорадиусных кривых радиусами от 884 м до 1042 м и составной двухрадиусной кривой радиусами 758 м и 659 м соответственно. Земляное полотно на участке Глазов – Балезино 2 путь представлено насыпями и выемками, чередующимися нулевыми местами. Рельсы типа Р65 новые, ДТ-350, бесстыковой путь, плети длиной до 800м, в изолирующих стыках высокопрочный стык АпАТэК Р65 с металлокомпозитными накладками Условия производства работ 4.2.1. Сварка рельсовых плетей машиной ПРСМ со сварочной головкой типа К-355, К-900, МСР-8001 производится в составе комплекса работ по среднему ремонту пути со сплошной сменой рельс одновременно с укладкой рельсовых плетей. 4.2.2. Рельсовые плети до 800 м, шпалы железобетонные, скрепление типа КБ. 4.2.3. Между собой рельсовые плети свариваются плеть в плеть. 4.2.4. Работы по сварке машиной ПРСМ производятся в «закрытие». Сварка плетей производится методом предварительного изгиба. 4.2.5. Перед сваркой рельсовых плетей машиной ПРСМ должны быть выполнены следующие работы: - ограждение места производства работ, закрытие пути для производства работ, снятие напряжения с контактной сети (при производстве работ на электрифицированных участках);
4.2.6. После сварки рельсовых плетей машиной ПРСМ должны быть выполнены следующие работы: - подача напряжения в контактную сеть, снятие ограждения места производства работ, открытие пути для движения поездов после завершения производства работ.
Производственный состав Руководитель работ - мастер дорожный...................................... 1 человек Бригада машины ПРСМ............................................................... 6 человек в том числе: машинист 7-го разряда................................................................. 1 человек помощник машиниста 6-го разряда............................................. 1 человек сварщик 6-го разряда.................................................................... 1 человек сварщик 5-го разряда.................................................................... 1 человек шлифовщик 4-го разряда.............................................................. 1 человек шлифовщик 3-го разряда............................................................. 1 человек Монтеры пути................................................................................ 6 человек Дефектоскопист............................................................................. 1 человек Сигналисты..................................................................................... 4 человека* Итого............................................................................................ 22 человека Примечание: * Для однопутного и двухпутного участков пути на перегоне -4 сигналиста, на станции - 2 сигналиста. Для однопутного участка 4 сигналиста
Перечень потребных машин, механизмов и инструмента Рельсосварочная машина ПРСМ со сварочной головкой типаК-355, К-900, МСР-8001, шт…………………………………………………………1 Съемный портальный кран типа КР-2, шт………………………..1 Рельсошлифовальная машина МРШ-3, шт………………………1 Рельсошлифовальная машина типа ШПШ, шт………………….1 Дефектоскоп ультразвуковой, шт………………………………..1 Установка индукционного нагрева УИН-001-100/РТ-П, шт.......1 Комплект скользунов, шт…………………………………………1 Перемычка поперечная, шт……………………………………….2 Термометр рельсовый, шт………………………………………...1 Рулетка измерительная, шт………………………………………..1 Ключ динамометрический, шт……………………………………1 Рельсорезный станок (автономный), шт………………………….1 Домкрат гидравлический, шт…………………………………...…2
Ключ КШГ, шт………………………………………………………2 Ключ путевой гаечный, шт…………………………………………2 Лом остроконечный, шт…………………………………………….4 Вилы щебеночные, шт………………………………………………2 Лопата совковая, шт…………………………………………………2 Кувалда, шт…………………………………………………………..2
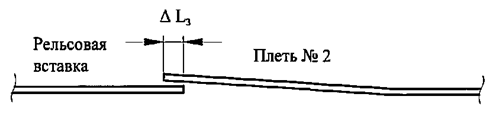
Организация работ Работы по сварке рельсовых плетей делятся на подготовительные, основные и заключительные. 4.5.1 Подготовительного работы. В подготовительные работы производится вырезка балласта из шпального ящика в месте сварки на глубину 15-20 см для возможности шлифовки подошвы рельса. 4.5.2 Основные работы. Основные работы по сварке стыков производятся в «закрытие» одновременно с укладкой рельсовых плетей. После укладки первой плети, ввода в температурный режим начинается укладка второй пары рельсовой плети. Укладка второй пары плетей производится в на хлест. На место работ прибывает машина ПРСМ, с которого производится выгрузка инструмента. После укладки второй плети на протяжении 100м, шесть монтеров пути подготавливают место для сварки рельсовых плетей. Два монтера пути рельсорезным станком предварительно обрезают конец рельсовой плети №1 с болтовыми отверстиями. После обрезки конца плети №1 два монтера пути рельсорезным станком отрезают конец плети № 2 с забегом относительно рельсовой вставки (рисунок 1) ∆Lз=δ+1+5, мм, где δ - запас на усадку и оплавление металла, 1 мм - запас на косину реза, 5 мм - запас на остаточную стрелу изгиба
Рисунок 1 – Забег конца плети №2 после обрезки
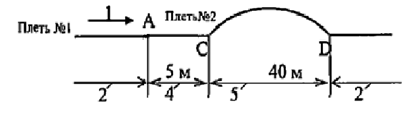
Четыре монтера пути полностью снимают скрепления с двух шпал по обе стороны от сварного стыка. После обрезки конца плети №2 четыре монтера пути раскрепленный участок C-D вывешивают при помощи портального крана, устанавливают три металлических скользуна (рисунок 2), равномерно распределенные на участке через каждые 10 м и изгибают в горизонтальной плоскости на прямых участках в сторону оси пути или наружу, а на кривых - только в наружную сторону кривой. Изгиб следует заканчивать, когда торец рельсовой плети совпадает с торцом рельсовой плети №1.(рисунок 3)
а)-при изгибе плети внутрь колеи; б)-при изгибе плети наружу колеи Рисунок 2 – Схема размещения скользуна
А-место сварки; С,D – начало и конец изгиба плети; 1-направление движения ПРСМ; 2-рельсовая плеть не раскрепляется; 4-скрепление КБ ослабляется; 5-скрепление удаляется Рисунок 3 – Схема сварки плетей с предварительным изгибом раскрепленного участка пути
Бригада машины ПРСМ производит сварку левого стыка между плетями № 1 и №2 рельсовой вставки в следующем порядке: - шлифовщик рельсошлифовальной машиной МРШ-3 выполняет зачистку контактных поверхностей рельсов перед сваркой, снимает фаски по контуру; - два сварщика и машинист выполняют установку сварочной головки машины ПРСМ на свариваемые рельсы, сварку стыка, снятие грата; - шлифовщик рельсошлифовальной машиной типа ШПШ выполняет грубую шлифовку сварного шва; - два сварщика установкой индукционного нагрева УИН выполняют термическую обработку сварного стыка; - шлифовщик рельсошлифовальной машиной типа МР-5 (СЧР) выполняет чистовую шлифовку и проверяет сварной стык на прямолинейность.
По окончании сварки рельсовая плеть не должна занимать исходного положения - стрела остаточного изгиба должна оставаться в пределах 15-25 см. После остывания второго стыка (не менее двух минут после окончания сварки) 6 монтеров пути при помощи ломов остроконечных выпрямляют и сдвигают на подрельсовые прокладки изогнутую часть рельсовой плети приложением поперечного усилия. Переезд по сварному стыку допускается не ранее, чем через 15 минут после окончания сварочных работ. Сварные стыки проверяются дефектоскопом после остывания до температуры + 60 °С. При обнаружении дефектов в виде каверн, пустот, трещин дефектное место вырезается по технологии временного восстановления, ставятся накладки и в следующее «окно» сваривается вновь. После сварки левого стыка аналогично производится сварка правого стыка. После сварки двух стыков два монтера пути удаляют скользуны, засыпают балластом шпальные ящики в местах сварки, четыре монтера пути устанавливают клеммные болты и клеммы, затяжка гаек клеммных болтов производится после ввода плети в температурный режим. 4.5.3 Заключительные работы Сварные стыки на рельсах отмечают несмываемой белой краской путем нанесения двух полос шириной 20 мм на шейке и верхней части подошвы на расстоянии 100 мм с обеих сторон от шва. Около каждого сварного стыка на расстоянии не ближе 500 мм и не далее 1500 мм от оси сварного шва на шейке рельса с внутренней стороны пути белой несмываемой краской наносят маркировку, в которой указывается номер стыка (согласно записи в журнале учета работ по сварке), последние две цифры года сварки и код предприятия - производителя работ. Норма времени 4.6.1 Норма времени на 2 стыка нити. Затраты труда на сварку рельсовых плетей машиной ПРСМ рассчитаны с коэффициентом технологического добавочного времени на подготовительные и заключительные работы - 1,45; на основные работы -1,25 и сведены в таблице 1. Таблица 1. Ведомость затрат труда на скреплении КБ
Чел-мин |
1259 |
1576 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||