
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Филиал самгупс в Г. Нижний новгородСтр 1 из 4Следующая ⇒
ФИЛИАЛ СамГУПС В Г. НИЖНИЙ НОВГОРОД
ОТЧЁТ О ПРОХОЖДЕНИИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКОЙ ПРАКТИКИ
Студент 6 курса:Чирков Сергей Эдуардович Руководитель практики: 1. Сроки прохождения практики: с 17.09.18 по 30.09.18. 2. Место прохождения: Путевая машинная станция №230
Подпись студента ________________________ Подпись руководителя_____________________
Н. Новгород 2018г Содержание
Введение……………………………………………………………………….....3 1. Инструктаж по технике безопасности и охране труда………………………...4 2. Состав и структура Путевой машинной станции №230. Задачи, выполняемые подразделением………………………………………....6 3. Функциональные обязанности по должности, на которой проводится практика…………………………………………………………………………..13 4. Рассмотрение технологии сварки стыков машиной ПРСМ плеть в плеть с одновременной укладкой плети в режиме закрытого перегона.………..…...18 4.1. Характеристика участка производства работ…………………………..18 4.2. Условия производства работ…………………………………………….18 4.3. Производственный состав………………………………………………..19 4.4. Перечень потребных машин, механизмов и инструмента……………..20 4.5. Организация работ………………………………………………………..20 4.6. Норма времени……………………………………………………………24 4.7. Сравнительный анализ сварки стыков плеть в плеть и с рубками длиной 12,5м……………………………………………………………………..26 Заключение……………………………………………………………………….28 Список используемой литературы………………………………………….......29 ВВЕДЕНИЕ Я проходил научно-исследовательскую практику в Путевой машинной станции №230 в период с 17 сентября по 30 сентября 2018г. Работал в должности технолога, производственно-технического отдела. Рассмотрел технологию сварки стыков машиной ПРСМ плеть в плеть с одновременной укладкой плети в режиме закрытого перегона. Основой ведения путевого хозяйства являются текущее содержание и своевременные ремонты пути. Для обеспечения безопасности и бесперебойности движения поездов с установленными скоростями железнодорожный путь должен находиться всегда в исправном состоянии, и соответствовать требованиям Правил технической эксплуатации железных дорог РФ. Каждое строительство должно быть обеспечено проектной документацией по организации строительства и производству работ. К ней относится, в первую очередь, проект организации строительства (ПОС). На основе принятых в ПОС решений составляются проекты производства работ по пусковым комплексам, отдельным зданиям и сооружениям, а также по видам работ (по сооружению земляного полотна, постройке искусственных сооружений, укладке и балластировке пути). Кроме того, ПОС является руководством для оперативного планирования, контроля и учета строительного производства. Общий комплект работ по постройке железной дороги делится на три периода: подготовительный, основной и заключительный. Основными принципами организации современного железнодорожного строительства являются: индустриализация строительства, механизация и автоматизация, непрерывность и плавность строительства. На современном этапе реформирования отрасли ОАО «РЖД» ставит задачи по планированию перевозок. Это невозможно сделать только повышением нагрузок на сеть дорог. Есть необходимость строительства новых, экономически выгодных участков, реконструкции эксплуатируемых дорог, повышением их пропускной и провозной способности.
ФУНКЦИОНАЛЬНЫЕ ОБЯЗАННОСТИ ВЕДУЩЕГО ТЕХНОЛОГА
Общие положения. 1.1. Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность ведущего технолога Чиркова С.Э.. 1.2. Ведущий технолог назначается на должность и освобождается от должности приказом начальника путевой машинной станции. 1.3. Ведущий технолог подчиняется начальнику производственного технического сектора. 1.4. На должность ведущего технолога назначается лицо с высшим профессиональным образованием и стажем работы по специальности не менее 3 лет. 1.5. Ведущий технолог должен знать: 1.5.1.Федеральный Закон «О Федеральном железнодорожном транспорте»; 1.5.2. Положение о дисциплине работников железнодорожного транспорта РФ; 1.5.3. Устав железнодорожного транспорта; 1.5.4. Положение о путевой машинной станции № 230;
1.5.5. Коллективный договор; 1.5.6. Законодательные и нормативные правовые акты; 1.5.7. Приказы, указания и распоряжения вышестоящих организаций, определяющие основные направления развития железнодорожного транспорта и касающиеся деятельности предприятия; 1.5.8. Инструктивные материалы (ПТЭ и инструкции) по кругу обязанностей; 1.5.9. Нормативные и методические материалы по технической подготовке производства; 1.5.10. Направления и перспектива развития предприятия; 1.5.11. Технологию производства продукции предприятия; 1.5.12. Производственные мощности предприятия и его производственной базы; 1.5.13. Специализацию подразделений предприятия и производственные связи между ними; 1.5.14. Номенклатуру выпускаемой продукции, виды выполняемых работ; 1.5.15. Технические требования, предъявляемые к сырью, материалы и готовой продукции; 1.5.16. Основы технологии производства; 1.5.17. Требования рациональной организации труда при проектировании технологических процессов и оборудования; 1.5.18. Порядок разработки производственных программ и календарных графиков выпуска продукции; 1.5.19. Методы экономической эффективности внедрения новой техники и технологии, организации труда, рационализаторских предложений и изобретений; 1.5.20. Опыт передовых отечественных и зарубежных предприятий в области технической подготовки производства, организации труда и управления; 1.5.21. Средства вычислительной техники, коммуникаций и связи, экономику, организацию производства, труда и управления; 1.5.22. Основы трудового законодательства; 1.5.23. Правила и нормы охраны труда, техники безопасности, электробезопасности, промышленной безопасности, безопасность движения, производственной санитарии, пожарной безопасности, гражданской обороны и режимных мер на железнодорожном транспорте. Основные обязанности. 2.1. Проводит геодезические работы железнодорожного полотна, подкрановые пути и пути базы; 2.2. Согласовывает с заказчиком техническую документацию по геодезическим промерам; 2.3. Составляет планы технической учебы по предприятию и участвует в проведении технической учебы с использованием необходимой учебно-технической литературы; 2.4. Обеспечивает разработку технической документации на производстве; 2.5. Участвует в разработке технологических процессов с привязкой к местным условиям, проекты производства работ и технологические карты на выполняемые работы; 2.6. Участвует в технических замерах и расчетов, связанные с ремонтом пути, укладкой стрелочных переводов и других видах ремонта пути; 2.7. Осуществляет контроль качества сборки новой рельсошпальной решетки и стрелочных переводов на производственной базе; 2.8. Следит за качеством поступающих материалов ВСП; 2.9. Оформляет всю необходимую техническую документацию по сдаче в эксплуатацию всех видов ремонта; 2.10. Участвует в проверке по качеству сборки новой рельсошпальной решетки и стрелочных переводов на производственной базе; 2.11. Принимает участие в составлении мероприятий направленных на улучшение качества ремонта и обеспечение безопасности движения поездов; 2.12. Организует изучение новых инструкций, технических указаний и других нормативных документов; 2.13. Участвует в подготовке отчетов в производственно-хозяйственной деятельности предприятия;
2.14. Составляет предусмотренную Перечнем отчетность производственно-технического отдела; 2.15. Производит контроль по списанию материалов по нормам; 2.16. Проводит разбор по задержкам поездов относящихся за предприятием; 2.17. Проводит разбор по задержкам «окон»; 2.18. Учет и введение имущества в системе СУИК; 2.19. Проводит изучение новых инструкций, технических указаний и других нормативных документов; 2.20. Составляет графики работ, заявки, инструкции, пояснительные записки, карты, схемы, другую техническую документацию, а также установленную отчетность по утвержденным формам и в определенные сроки; 2.21. Участвует в комплексных проверках по безопасности движения и охране труда, внезапных проверках, весеннем и осеннем осмотре по охране труда; 2.22. Соблюдает установленные на предприятии правила внутреннего распорядка, порядок работы со служебной информацией; 2.23. Поддерживает уровень квалификации, достаточной для исполнения своих должностных обязанностей; Права. Ведущий технолог имеет право: 3.1. докладывать обо всех выявленных недостатках в пределах своей компетенции; 3.2. использовать необходимые данные для составления отчетов, рекламаций, ведение технической документации; 3.3. требовать от руководства оказания содействия в исполнении своих должностных обязанностей; 3.4. повышать свою квалификацию; Ответственность. Ведущий технолог несет ответственность: 4.1. ненадлежащее исполнение или неисполнение своих должностных обязанностей, предусмотренных настоящей должностной инструкцией, - в пределах, установленных действующим трудовым законодательством Российской Федерации;
Условия производства работ 4.2.1. Сварка рельсовых плетей машиной ПРСМ со сварочной головкой типа К-355, К-900, МСР-8001 производится в составе комплекса работ по среднему ремонту пути со сплошной сменой рельс одновременно с укладкой рельсовых плетей. 4.2.2. Рельсовые плети до 800 м, шпалы железобетонные, скрепление типа КБ. 4.2.3. Между собой рельсовые плети свариваются плеть в плеть. 4.2.4. Работы по сварке машиной ПРСМ производятся в «закрытие». Сварка плетей производится методом предварительного изгиба. 4.2.5. Перед сваркой рельсовых плетей машиной ПРСМ должны быть выполнены следующие работы: - ограждение места производства работ, закрытие пути для производства работ, снятие напряжения с контактной сети (при производстве работ на электрифицированных участках);
4.2.6. После сварки рельсовых плетей машиной ПРСМ должны быть выполнены следующие работы: - подача напряжения в контактную сеть, снятие ограждения места производства работ, открытие пути для движения поездов после завершения производства работ.
Производственный состав Руководитель работ - мастер дорожный...................................... 1 человек Бригада машины ПРСМ............................................................... 6 человек в том числе: машинист 7-го разряда................................................................. 1 человек помощник машиниста 6-го разряда............................................. 1 человек сварщик 6-го разряда.................................................................... 1 человек сварщик 5-го разряда.................................................................... 1 человек шлифовщик 4-го разряда.............................................................. 1 человек шлифовщик 3-го разряда............................................................. 1 человек Монтеры пути................................................................................ 6 человек Дефектоскопист............................................................................. 1 человек Сигналисты..................................................................................... 4 человека* Итого............................................................................................ 22 человека Примечание: * Для однопутного и двухпутного участков пути на перегоне -4 сигналиста, на станции - 2 сигналиста. Для однопутного участка 4 сигналиста
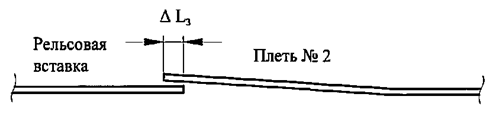
Организация работ Работы по сварке рельсовых плетей делятся на подготовительные, основные и заключительные. 4.5.1 Подготовительного работы. В подготовительные работы производится вырезка балласта из шпального ящика в месте сварки на глубину 15-20 см для возможности шлифовки подошвы рельса. 4.5.2 Основные работы. Основные работы по сварке стыков производятся в «закрытие» одновременно с укладкой рельсовых плетей. После укладки первой плети, ввода в температурный режим начинается укладка второй пары рельсовой плети. Укладка второй пары плетей производится в на хлест. На место работ прибывает машина ПРСМ, с которого производится выгрузка инструмента. После укладки второй плети на протяжении 100м, шесть монтеров пути подготавливают место для сварки рельсовых плетей. Два монтера пути рельсорезным станком предварительно обрезают конец рельсовой плети №1 с болтовыми отверстиями. После обрезки конца плети №1 два монтера пути рельсорезным станком отрезают конец плети № 2 с забегом относительно рельсовой вставки (рисунок 1) ∆Lз=δ+1+5, мм, где δ - запас на усадку и оплавление металла, 1 мм - запас на косину реза, 5 мм - запас на остаточную стрелу изгиба
Рисунок 1 – Забег конца плети №2 после обрезки
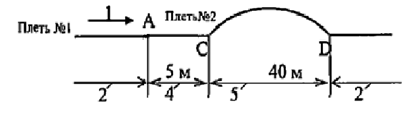
Четыре монтера пути полностью снимают скрепления с двух шпал по обе стороны от сварного стыка. После обрезки конца плети №2 четыре монтера пути раскрепленный участок C-D вывешивают при помощи портального крана, устанавливают три металлических скользуна (рисунок 2), равномерно распределенные на участке через каждые 10 м и изгибают в горизонтальной плоскости на прямых участках в сторону оси пути или наружу, а на кривых - только в наружную сторону кривой. Изгиб следует заканчивать, когда торец рельсовой плети совпадает с торцом рельсовой плети №1.(рисунок 3)
а)-при изгибе плети внутрь колеи; б)-при изгибе плети наружу колеи Рисунок 2 – Схема размещения скользуна
А-место сварки; С,D – начало и конец изгиба плети; 1-направление движения ПРСМ; 2-рельсовая плеть не раскрепляется; 4-скрепление КБ ослабляется; 5-скрепление удаляется Рисунок 3 – Схема сварки плетей с предварительным изгибом раскрепленного участка пути
Бригада машины ПРСМ производит сварку левого стыка между плетями № 1 и №2 рельсовой вставки в следующем порядке: - шлифовщик рельсошлифовальной машиной МРШ-3 выполняет зачистку контактных поверхностей рельсов перед сваркой, снимает фаски по контуру; - два сварщика и машинист выполняют установку сварочной головки машины ПРСМ на свариваемые рельсы, сварку стыка, снятие грата; - шлифовщик рельсошлифовальной машиной типа ШПШ выполняет грубую шлифовку сварного шва; - два сварщика установкой индукционного нагрева УИН выполняют термическую обработку сварного стыка; - шлифовщик рельсошлифовальной машиной типа МР-5 (СЧР) выполняет чистовую шлифовку и проверяет сварной стык на прямолинейность. По окончании сварки рельсовая плеть не должна занимать исходного положения - стрела остаточного изгиба должна оставаться в пределах 15-25 см. После остывания второго стыка (не менее двух минут после окончания сварки) 6 монтеров пути при помощи ломов остроконечных выпрямляют и сдвигают на подрельсовые прокладки изогнутую часть рельсовой плети приложением поперечного усилия. Переезд по сварному стыку допускается не ранее, чем через 15 минут после окончания сварочных работ. Сварные стыки проверяются дефектоскопом после остывания до температуры + 60 °С. При обнаружении дефектов в виде каверн, пустот, трещин дефектное место вырезается по технологии временного восстановления, ставятся накладки и в следующее «окно» сваривается вновь. После сварки левого стыка аналогично производится сварка правого стыка. После сварки двух стыков два монтера пути удаляют скользуны, засыпают балластом шпальные ящики в местах сварки, четыре монтера пути устанавливают клеммные болты и клеммы, затяжка гаек клеммных болтов производится после ввода плети в температурный режим. 4.5.3 Заключительные работы Сварные стыки на рельсах отмечают несмываемой белой краской путем нанесения двух полос шириной 20 мм на шейке и верхней части подошвы на расстоянии 100 мм с обеих сторон от шва. Около каждого сварного стыка на расстоянии не ближе 500 мм и не далее 1500 мм от оси сварного шва на шейке рельса с внутренней стороны пути белой несмываемой краской наносят маркировку, в которой указывается номер стыка (согласно записи в журнале учета работ по сварке), последние две цифры года сварки и код предприятия - производителя работ. Норма времени 4.6.1 Норма времени на 2 стыка нити. Затраты труда на сварку рельсовых плетей машиной ПРСМ рассчитаны с коэффициентом технологического добавочного времени на подготовительные и заключительные работы - 1,45; на основные работы -1,25 и сведены в таблице 1. Таблица 1. Ведомость затрат труда на скреплении КБ
Чел-мин |
1259 |
1576 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Заключение
Для сварки рельсовпри ремонте бесстыкового пути, а также для восстановления целостности плети применяют рельсосварочные машины ПРСМ. Существующая конструкция бесстыкового пути, способы его укладки и ремонта еще во многом могут быть усовершенствованы с целью повышения его эффективности при помощи внедрения новшеств. За счет применения технологии сварки стыков плеть в плеть снижаются трудозатраты, сокращается время на сварку стыков, а так же сокращается количество свариваемых стыков.
Список используемой литературы
1. Инструкция по обеспечению безопасности движения поездов при производстве путевых работ. Утверждена распоряжением ОАО «РЖД» от 14.12.2016 г. № 2540р.
2. Крейнис З.Л. Техническое обслуживание и ремонт железнодорожного пути
3. ПОТ РЖД-4100612-ЦП-ЦЦРП-022-2013. Правила по охране труда, экологической, промышленной и пожарной безопасности при техническом обслуживании и ремонте объектов инфраструктуры путевого комплекса ОАО «РЖД». Утверждены распоряжением ОАО «РЖД» от 04.02.2014 г. № 25 5р, с изменениями утвержденными распоряжением ОАО «РЖД» от 04.02.2015 г. № 235р.
4. Опытная технологическая карта применение технологического приспособления для обеспечения возможности сварки машиной ПРСМ рельсовых плетей на пути со скреплением КБ от 28.11.2013 г.
5. Инструкция о порядке предоставления и использования «окон» для ремонтных и строительно-монтажных работ на железных дорогах ОАО «РЖД» от 29.11.2011г. № 2560р.
ФИЛИАЛ СамГУПС В Г. НИЖНИЙ НОВГОРОД
ОТЧЁТ



