
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Рекомендуемые данные для выбора вида поточной линии
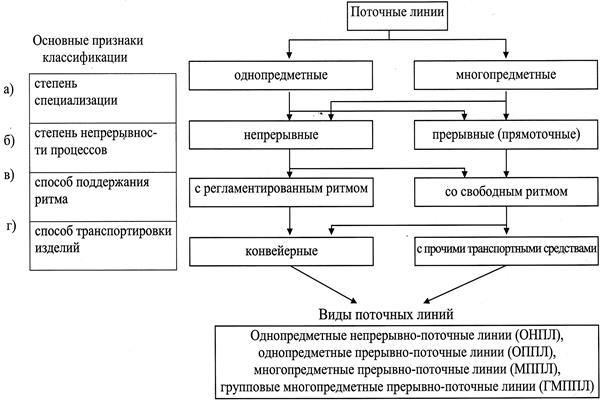
Окончательное решение о виде поточной линии принимается при ее проектировании в зависимости от возможности синхронизации операций, минимизации передаточной партии (при упорядоченной поставке в ремонт "больных" вагонов возможно достижение величины p = 1), увеличения коэффициентов загрузки оборудования и других показателей. Выбор вида ПЛ поясняется по схеме классификации.
Структурная схема классификации поточных линий Расчетное
Величина Расчет выполняется в двух вариантах – до и после синхронизации операций. В первом случае принимаются значения
В данном случае для предварительной синхронизации допускается расчет синхронизированной единой длительности операций как среднеарифметической величины по формуле
Число рабочих мест до и после синхронизации
Коэффициент загрузки рабочих мест на каждой i -й операции:
Коэффициент загрузки рабочих мест
Количество рабочих мест на всей поточной линии:
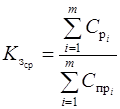
Средние коэффициенты загрузки рабочих мест до и после синхронизации:
При недостаточной загрузке ( - дополнительное использование оборудования по другим заказам; - технические и организационные меры по полной синхронизации и рационализации операций после анализа результатов предварительной синхронизации. Средняя скорость движения изделий по поточной линии, м/ч:
где
где Длина поточной линии, м:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-12-19; просмотров: 84; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.125.171 (0.005 с.) |

 0,75
0,75
 0,75
0,75
 0,75
0,75
 и принятое
и принятое  число рабочих мест на каждой i -й операции, ед.:
число рабочих мест на каждой i -й операции, ед.: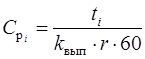 .
. получается путем округления
получается путем округления  до ближайшего целого числа.
до ближайшего целого числа. по варианту, во втором – за счет технических и организационных мер в цехе добиваются соблюдения условия синхронизации:
по варианту, во втором – за счет технических и организационных мер в цехе добиваются соблюдения условия синхронизации: .
. = const.
= const.
 по
варианту)
по
варианту)
 = = const)
= = const)

 = = const)
= = const)






 .
.



 .
. .
. 0,8) в планах цеха предусматриваются:
0,8) в планах цеха предусматриваются: ,
, – шаг поточной линии, равный расстоянию между централью двух смежных рабочих мест;
– шаг поточной линии, равный расстоянию между централью двух смежных рабочих мест; ,
, – длина изделия (
– длина изделия ( – размер рабочей зоны от края изделия (
– размер рабочей зоны от края изделия ( = 0, 5 м).
= 0, 5 м). .
.


