
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методические указания по выполнению курсового проекта
Определение длительности технологического и производственного циклов обработки партии деталей при последовательном, параллельно-последовательном и параллельном видах движения производится по соответствующим формулам. Длительность операционного цикла партии деталей, мин, на i -й операции определяется по формуле
где р – количество деталей в партии, шт.; Длительность производственного цикла, мин, при последовательном виде движения предметов труда находят по формуле
где n – число обрабатываемых изделий; m – число операций в технологическом процессе; Длительность производственного цикла, мин, при параллельно-последовательном виде движения предметов труда вычисляют по формуле
где р – размер транспортной партии, шт.; Длительность производственного цикла, мин, при параллельном виде движений предметов труда определяют по формуле
где Длительность технологического цикла при поточном синхронизированном движении находят по предыдущей формуле, где В предварительных расчетах принимается n = N,
По результатам расчетов строят графики видов движения и диаграммы производительности. В расчетах обращать внимание на соответствие измерителей величин в формулах измерителям в получаемых результатах.
Организация производства во времени
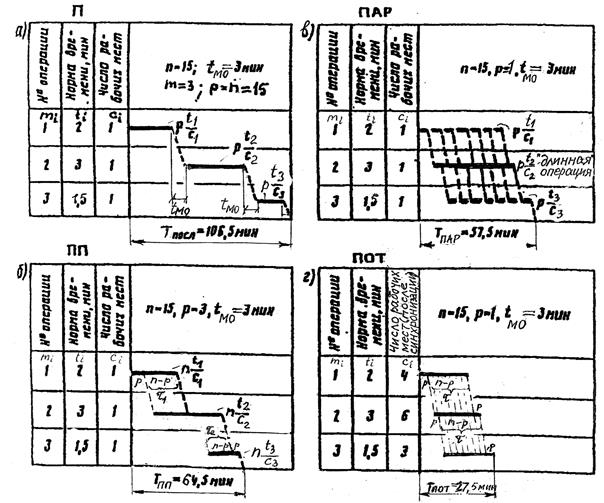
Рис. 1.3. Графики видов движения партий деталей по операциям
(пример для т = 3; п = 15) при: а – последовательном движении; б – последовательно-параллельном; в – параллельном; г – поточном движении
Производительность линии по видам движения:

а – длительность производственных циклов; б – производительность труда Расчет параметров заданной поточной линии В вагоноремонтном депо Действительный фонд времени работы оборудования, ч:
где программа запуска изделий, шт:
Такт выпуска изделий, ч/шт.:
Ритм передаточной партии, ч/парт:
или в рабочих днях, сут:
Действительная производительность поточной линии, шт./сут:
Показатель массовости
Показатель массовости по одной основной операции (
Деталь пригодна к постановке на поток, когда ее показатель Расчетное число рабочих мест в подразделении исходя из предположения их 100%-ной загрузки может быть определено по формуле
где Коэффициент закрепления операций
Определение типа производства по рассчитанным показателям Учитывая, что тип производства различных участков цеха при расчете Крупносерийный тип производства предполагает использование поточных видов и форм производства.
Количественная оценка показателей И выбор типа производства
Вид поточной линии определяется из таблицы, где приведены рекомендации относительно ее выбора.
|
||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-12-19; просмотров: 102; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.222.239.77 (0.01 с.) |
 , ответствующим ов-ремонтников. производства дается после определения экономической эффективности и анализа социальных последст
, ответствующим ов-ремонтников. производства дается после определения экономической эффективности и анализа социальных последст – норма штучного времени на i -й операции, мин.;
– норма штучного времени на i -й операции, мин.;  – принятое число рабочих мест на i -й операции, шт.
– принятое число рабочих мест на i -й операции, шт. ,
, – среднее межоперационное время;
– среднее межоперационное время;  – длительность естественных процессов.
– длительность естественных процессов. ,
, – наименьшая норма времени между каждой i -й парой смежных операций с учетом количества единиц оборудования, мин.
– наименьшая норма времени между каждой i -й парой смежных операций с учетом количества единиц оборудования, мин. ,
, – норма времени i -й операции (максимальной по продолжительности), мин, с учетом количества рабочих мест (однотипного оборудования).
– норма времени i -й операции (максимальной по продолжительности), мин, с учетом количества рабочих мест (однотипного оборудования). = const
= const  .
. = 1, T e = 0 (в рассматриваемых операциях не требуется времени на высыхание краски, остывание поковок или другие естественные процессы). Производительность поточной линии, деталей в сутки, каждого вида:
= 1, T e = 0 (в рассматриваемых операциях не требуется времени на высыхание краски, остывание поковок или другие естественные процессы). Производительность поточной линии, деталей в сутки, каждого вида: .
.
 деталей/сут (деталей/мес.).
деталей/сут (деталей/мес.).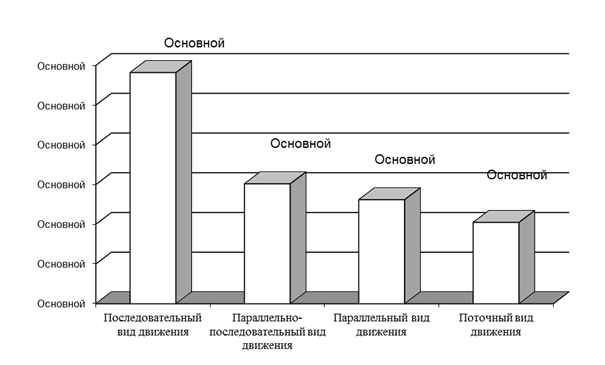


 Рис. 1.4. Производственные показатели при различных видах движения изделий:
Рис. 1.4. Производственные показатели при различных видах движения изделий: ,
, – эффективный фонд времени, принимаемый равным значению
– эффективный фонд времени, принимаемый равным значению  ,
,  или
или  , ближайшему к плановому Т = 22 дня "снизу".
, ближайшему к плановому Т = 22 дня "снизу". .
. .
.
 .
. .
. – относительная трудоемкость одной операции в технологическом процессе, ед.:
– относительная трудоемкость одной операции в технологическом процессе, ед.: .
. ;
;  ) ед.:
) ед.:
 .
. 0,75) либо к любому целому числу более единицы.
0,75) либо к любому целому числу более единицы. ,
, – коэффициент, учитывающий время, затраченное на подготовительно-заключительные работы по обработке партии деталей.
– коэффициент, учитывающий время, затраченное на подготовительно-заключительные работы по обработке партии деталей.  – показатель широты номенклатуры изделий и стабильности рабочих мест:
– показатель широты номенклатуры изделий и стабильности рабочих мест:
 и
и  производится с помощью таблицы.
производится с помощью таблицы. и
и 





