Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Cycle93 (spd, SPL, widg, DIAG, sta1, ang1, ang2, rco1, rco2, rci1, rci2, fal1, fal2, idep, dtb, VARI, vrt)Содержание книги
Поиск на нашем сайте
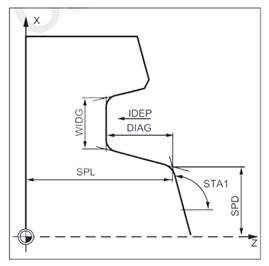
где SPD – начальная точка по оси Х; SPL – начальная точка по оси Z; WIDG – ширина канавки на дне; DIAG – глубина выточки относительно стартовой точки; STA1 – угол между контуром поверхности, на которой находится канавка и осью вращения (ось Z); ANG1, ANG2 – угол профиля на боковых сторонах канавки; RCO1/RCO2, RCI1/RCI2 – радиус/фаска на наружных углах канавки; FAL1 – припуск на чистовую обработку на дне канавки; FAL2 – припуск на чистовую обработку на профиле канавки; IDEP – глубина врезания; DTB – выдержка времени на дне канавки; VARI – тип обработки; VRT – переменное расстояние отвода от контура. SPD и SPL (начальная точка) С помощью этих координат определяется начальная точка выточки, из которой осуществляется подвод в начале. При наружной выточке сначала осуществляется движение в направлении продольной оси, при внутренней выточке – в направлении поперечной оси. Выточки на изогнутых элементах Контура могут реализовываться различными способами. В зависимости от формы и радиуса изгиба может быть либо проведена параллельная оси прямая через максимальную точку изгиба, либо касательная диагональ в одной из крайних точек выточки. Радиуса и фаски на краю выточки у изогнутых контуров имеют смысл только тогда, когда соответствующая крайняя точка лежит на заданной циклом прямой.
WIDG и DIAG (ширина выточки и глубина выточки) С помощью параметров ширины выточки WIDG и глубины выточки DIAG определяется форма выточки. В своем вычислении цикл всегда исходит из запрограммированной в SPD и SPL точки. Если выточка шире активного инструмента, то ширина снимается за несколько шагов. При этом общая ширина распределяется циклом равномерно. Максимальная подача составляет 95% ширины инструмента за вычетом радиусов резцов. Таким образом, обеспечивается наложение проходов резца.
STA1 (угол) С помощью параметра STA1 программируется угол диагонали, на которой должна быть изготовлена выточка. Угол может иметь значения от 0 до 180 градусов и всегда относится к продольной оси.
ANG 1 и ANG 2 (угол профиля) Благодаря задаваемым отдельно углам профиля могут описываться ассиметричные выточки. Углы могут принимать значения от 0 до 89.999 градусов. RCO 1, RCO 2 и RCI 1, RCI 2 (радиус/фаска) Форма выточки изменяется посредством ввода радиусов/фасок на краю или основании. Учитывая то, что радиусы вводятся с положительным, а фаски с отрицательным знаком. В зависимости от второй цифры параметра VARI определяется вид вычисления запрограммированных фасок. При VARI<10 (вторая цифра=0) значение этих параметров рассматривается как длина фасок (фаски с программированием CHF). При VARI>10 оно рассматривается как уменьшенная длина траектории (фаски с программированием CHR).
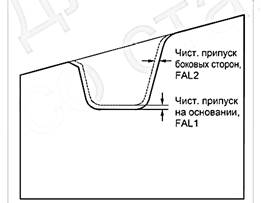
FAL 1 и FAL 2 (чистовой припуск) Для основания выточки и боковых сторон могут программироваться различные чистовые припуски. При черновой обработке снимается стружка до этих чистовых припусков. После этого осуществляется параллельный контуру проход резца вдоль конечного контура с тем же инструментом.
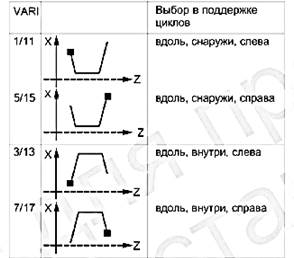
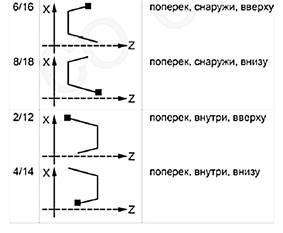
IDEP (глубина подачи) Посредством программирования глубины подачи можно разбить параллельное оси врезание на несколько подач на глубину. После каждой подачи инструмент отводится на 1 мм или на запрограммированное в VRT значение для ломки стружки. DTB (время ожидания) Время ожидания на основании выточки, выбирается таким образом, чтобы мог произойти минимум один оборот шпинделя. Оно программируется в секундах. VARI (режим обработки) С помощью первой цифры параметра VARI определяется режим обработки выточки. Он может принимать представленные на рисунке значения. С помощью второй цифры параметра VARI определяется вид вычисления фасок: VARI 1…8; фаски вычисляются как CHF; VARI 11…18; фаски вычисляются как CHR. Ввод первой цифры разделен в поддержке циклов на три поля выбора: 1-ое поле: вдоль/поперек; 2-ое поле: снаружи/внутри; 1-ое поле: стартовая точка слева/справа (при продольной) или вверху/ внизу (при поперечной).
VRT (переменный путь отвода) В параметре VRT путь отвода может программироваться через наружный или внутренний диаметр выточки. При VRT=0 (параметр не запрограммирован) осуществляется отвод на 1 мм. Путь отвода всегда действует относительно запрограммированной системы измерения в дюймах или метрически. Одновременно путь отвода действует при ломке стружки после каждой подачи на глубину в выточке. ЦИКЛ РЕЗЬБОНАРЕЗАНИЯ CYCLE97 Структура кадра:
|
||||
|
|
Последнее изменение этой страницы: 2020-11-11; просмотров: 536; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.217.39 (0.006 с.) |