Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектирование исходной заготовки на основе нормативов общих припусков
Припуски на механическую обработку штампованной заготовки назначаются по таблице П17 [2] исходя из наибольшего габаритного размера штампованной заготовки и класса чистоты обработки. Для Rz=2,5мкм припуск равен 2,25 мм, для Rz=40мкм припуск равен 1,75 мм. Определим припуск для неуказанного класса чистоты обработки Rz=20мкм:
Схема расположения припусков приведена на рисунке 2.
На поверхности № 2, исходя из шероховатости Rz=20мкм, припуск равен 2 мм. На поверхностях № 6, 7, исходя из шероховатости Rz=2,5мкм, припуск равен 2,25 мм. На поверхностях № 1, 3, 5, 8 и 9 исходя из шероховатости Rz=0,63мкм, припуск равен 2,5 мм. Исходя из схемы (рисунок 2) можно определить линейные и диаметральные размеры заготовки.
Рисунок 2 – Схема расположения припусков
Определим диаметральные размеры заготовки:
Определим линейные размеры заготовки:
Допуски на линейные размеры заготовки определяем по таблице П8 [2] исходя из площади проекции штампованной заготовки на плоскость разъёма штампа. Площадь проекции штампованной заготовки на плоскость разъёма штампа равна:
где D – наибольший диаметр заготовки, см.
Определим допуски на линейные размеры:
Допуски на диаметральные размеры заготовки определяем по таблице П9 [2] исходя из размера штампованной заготовки. Габаритный размер штампованной заготовки 219,1 мм. Класс точности – 5. Определим допуски на диаметральные размеры:
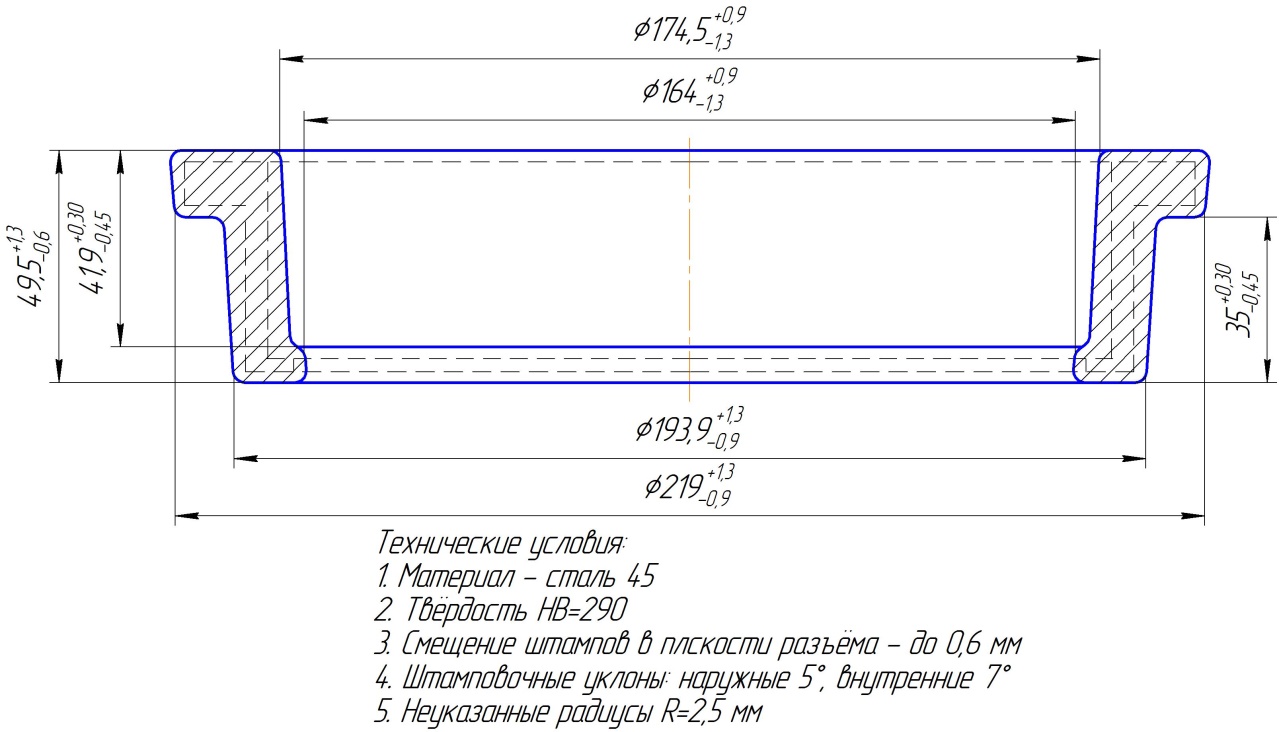
После определения допусков изобразим чертёж заготовки (рисунок 3).
Рисунок 3 – Чертёж заготовки Определение линейных операционных размеров
Построение комплексной размерной схемы технологического процесса и линейных размерных цепей Для расчёта линейных операционных размеров необходимо разработать комплексную размерную схему ТП (рисунок 4). После построения комплексной размерной схемы можно приступить к построению размерных цепей, но сначала проверим основное правило размерных цепей. Общее количество линейных размерных цепей с одной стороны равно количеству замыкающих звеньев – припусков на обработку и конструкторских размеров, а с другой – количеству определяемых операционных размеров. Количество размерных цепей равно 15, количество замыкающих звеньев (4 конструкторских размера и 11 припусков) равно 15, количество операционных размеров равно 15, следовательно, условие выполняется.
Рисунок 4 – Комплексная размерная схема ТП
Рисунок 4 – Комплексная размерная схема ТП (Продолжение)
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-21; просмотров: 231; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.240.142 (0.004 с.) |
 мм.
мм.








 мм,
мм,  мм,
мм,  мм;
мм; мм,
мм,  мм,
мм,  мм,
мм,  мм;
мм;