Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструювання підковпачної арматури вакуумної установки для обробки матеріалів КПЕ
Для процесу конструювання арматури характерні працемісткість, багатоваріантність можливих рішень і послідовність (етапність) виконання. На першому етапі конструювання отримують і аналізують початкові дані, визначають умови експлуатації арматури і вимоги щодо неї. Другий етап - уточнення розташування виробу, що оброблюється. Прийнявши для технологічного процесу схему базування виробів, точність і шорсткість поверхонь бази, визначають тип і розмір встановлювальних елементів, їх кількість і взаємне розташування. Розв'язання цього питання пов'язується з потрібною точністю обробки виробу. На третьому етапі конструювання, знаючи режими обробки, визначають місце закріплення виробу. Виходячи з регламентованого часу на закріплення виробу, конфігурації і точності виробу, а також сили закріплення, вибирають тип затискного пристрою (при необхідності) і визначають його основні розміри. На четвертому етапі встановлюють тип і розмір деталей для направлення й контролю положення обробного інструменту, на п'ятому - виявляють необхідні допоміжні пристрої, вибирають їх конструкції й розміри, виходячи з маси виробу, операції, що виконується, і необхідної точності обробки. Під час вибору конструкції і розмірів елементів максимально використовують наявні стандарти. Від процесу конструювання арматури, компонування її елементів залежить продуктивність і економічність розробленої технології. Під час конструювання і виготовлення арматури забезпечують її високу надійність за показниками безвідмовності, довговічності та ремонтопридатності. Арматура має бути економічною, її обслуговування - зручним та легким. Органи керування мають бути нечисленними і розташовуватися в одному місці. Загальний вигляд технологічноїарматури креслять на аркуші форматі А1. На загальному вигляді вказують габаритні розміри арматури і розміри, що потрібно витримувати під час її складання і налагодження, дають нумерацію деталей та їх специфікацію з посиланням на використані стандарти, а також подають технічні умови на складання арматури, в яких вказують точність та вимоги до їїрегулювання і наладки.
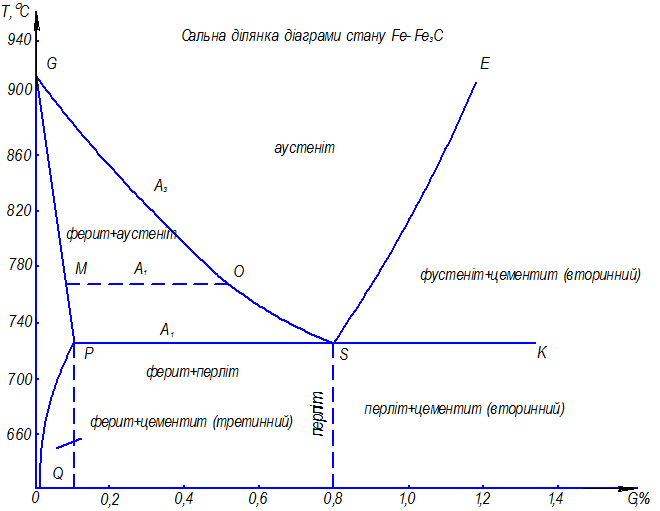
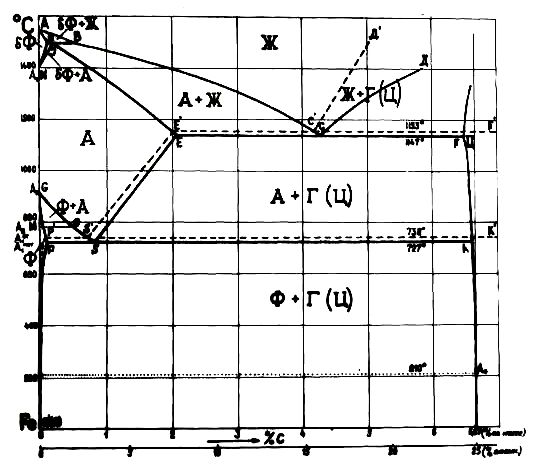
Рис. 13. Сталева частина діаграми стану «залізо-вуглець»
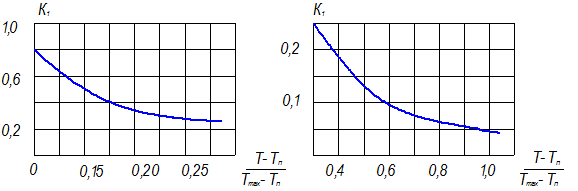
Рис. 14. Номограми для визначення К1 при однопрохідному зварюванні
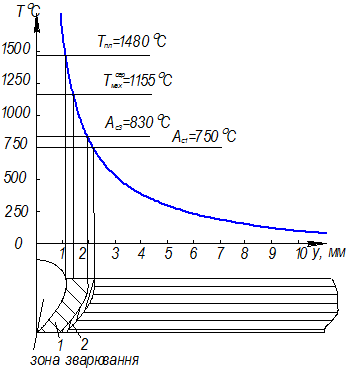
Рис. 15. Графік розподілу максимальних температур: 1 – ділянка повного загартування; 2 – ділянка часкового загартування
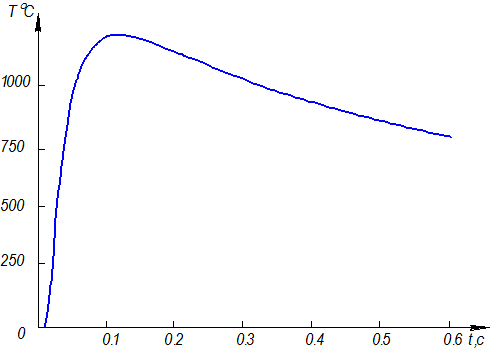
Рис. 16 Графік термічного циклу зварювання сталі 30ХГСА, y = 1,35 мм ЧЕРКАСЬКИЙ ДЕРЖАВНИЙ ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ КАФЕДРА ТОМВ Дисципліна: "Технологія вакуумної обробки" Спеціальність: 7.05050204 ЗАВДАННЯ НА КУРСОВИЙ ПРОЕКТ Студент ______________ факультету _________________ курсу Групи _________________ П.І.Б. __________________________________________________________ Дата видачі завдання _____________________________________________ Тема проекту: "Проектування технологічною процесу електронно-променевого зварювання металевої конструкції"
Вихідні дані для проектування задаються викладачем Зміст розрахунково-пояснювальної записки
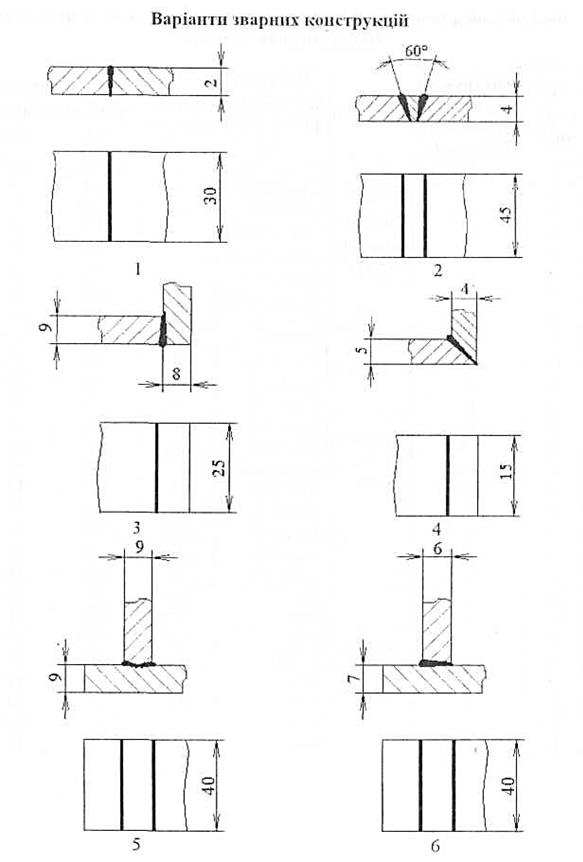
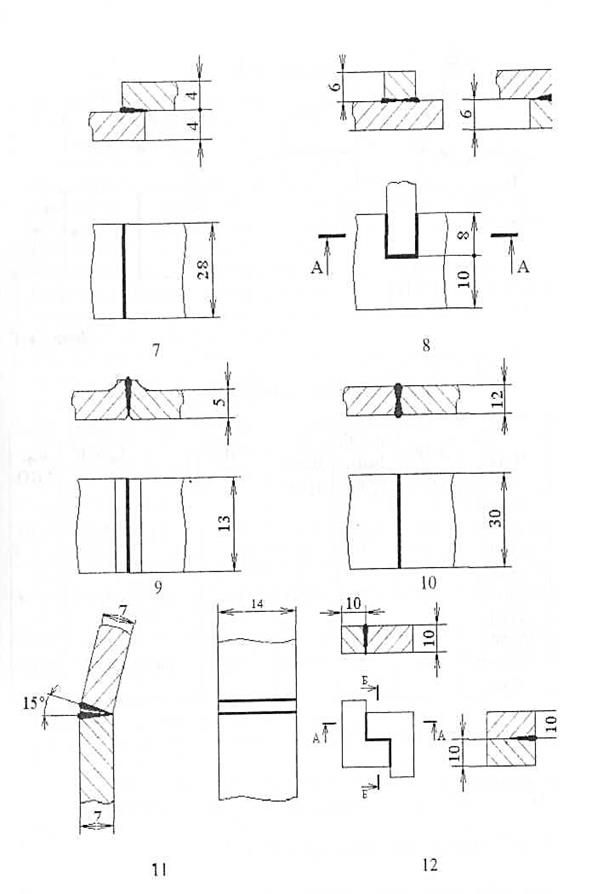
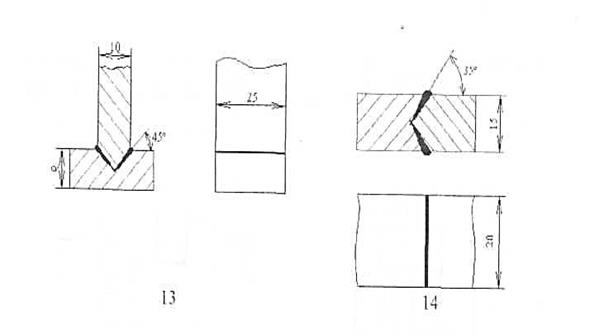
Вступ I. Оглядова частина. В огляді описати види зварювання, що існують; основні види зварних з'єднань і зварних швів. Зробити фізичний аналіз теплової дії електронного променя на метал. Вибрати вид зварного шва і спрогнозувати діапазон значень технологічних режимів електронно-променевого зварювання. II. Розрахункова частина. Розрахувати: За допомогою ЕОМ температуру в зоні зварного шва (інформацію представити аналітично, таблично, графічно) з вказанням похибки розрахунку. Приріст температури при дії рухомого точкового джерела теплоти (електронного променя). При цьому визначити максимальну температуру в матеріалі та ширину зони зварного шва, де спостерігаються фазові перетворення. Швидкість охолодження при зварюванні і час перебування металу при температурах, вищих за критичні (точки Ас, і Ас3). Термічний ККД процесу проплавлення металу. Зробити прогноз і провести аналіз можливих структурних перетворень навколо шва зварюваних металів. III Технологічна частина. 1.Вибрати тип вакуумної установки для реалізації процесу зварювання заданої конструкції і спроектувати підковпачну арматуру. 2.Побудувати технологічну послідовність електронно-променевого зварювання з вказанням режимів. Побудувати таблицю з занесеними в неї технологічними параметрами процесу, що розроблені автором.
Висновки і пропозиції по роботі. Список використаних літературних джерел (не менше 15 джерел) [12]. На плакати виноситься інформація з оглядової, розрахункової та технологічної частини.
Керівник _______________________________
ЛІТЕРАТУРА
1. Журавлев В.Н. Машиностроительные стали. Справочник. Изд. 2-е, переработанное и дополненное. / В.Н. Журавлев, О.И. Николаева. – 1968. – 332 с. 2. Розанов Л.Н. Вакуумные машины и установки. - Л.: Машиностроение, 1975. - 335 с. 3. Королев Б.И., Кузнецов В.И., Пипко А.И. Основы вакуумной техники. - М.: Энергия, 1975. - 415 с. 4. Кучеренко Е.Т. Справочник по физическим основам вакуумной техники. - К: Вища школа, 1981. - 264 с. 5. Канашевич Г.В. Технологія вакуумної обробки [Текст]: Навчальний посібник з виконання лабораторного практикуму / Г.В. Канашевич, Ю.І. Коваленко, М.П. Рудь; За ред. д.т.н., професора Ю.Г. Леги. М-во освіти і науки, молоді та спорту України, Черкас. держ. технол. ун-т. – Черкаси: ЧДТУ, 2013. – 204 с. 6. Основи електронної обробки виробів з оптичних матеріалів: Монографія / [В.А. Ващенко, І.В. Яценко, Ю.Г. Лега, О.В. Кириченко]. – К.: Наук. Думка, 2011. – 562 с. 7. http://www.kzeso.com/ru/biblioteque/detail.php?ID=7405 8. http://www.rusnauka.com/9_NND_2012/Tecnic/1_105093.doc.htm 9. ДСТУ 3008-95. Документація. Звіти у сфері науки і техніки. Структура і правила оформлення.- К.: Держстандарт України, 1995. 10. ДСТУ 3651.1-97. Похідні одиниці фізичних величин міжнародної системи одиниць та позасистемні одиниці. Основні поняття, назви та позначення.- К.: Держстандарт України, 1998. 11. ДСТУ 3651.1-97. Похідні одиниці фізичних величин міжнародної системи одиниць та позасистемні одиниці. Основні поняття, назви та позначення.- К.: Держстандарт України, 1998. 12. ДСТУ ГОСТ 7.1:2006. Бібліографічний запис, бібліографічний опис. Загальні вимоги та правила складання: метод. рекомендації з впровадження. 13. ДСТУ ГОСТ 12351:2005 (ISO 4942:1998, ISO 9647:1989) Сталі леговані та високолеговані. Методи визначання ванадію (ГОСТ 12351-2003 (ISО 4942:1988, ISО 9647:1989). IDT). 14. ДСТУ ISO 13902:2005 Сталь та чавун. Визначення високого вмісту сірки методом інфрачервоної спектроскопії після спалювання в індукційній печі (ISO 13902:1997, IDT). 15. ДСТУ 3058-95 (ГОСТ 7566-94) Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение. Додаток А Графік виконання проекту
Додаток Б Вихідні дані для проектування технологічного процесу зварювання металевих конструкцій
Додаток В
Додаток Г Теплофізичні влостивості деяких металів
Черкаський державний технологічний університет Кафедра технології та обладнання машинобудівних виробництв
КУРСОВИЙ ПРОЕКТ з ___________________________________________________________ (назва дисципліни) на тему:_____________________________________________________ ____________________________________________________________
Студента (ки) _____ курсу ______ групи напряму підготовки__________________ спеціальності_______________________ __________________________________ (прізвище та ініціали) Керівник ___________________________ ____________________________________ (посада, вчене звання, науковий ступінь, прізвище та ініціали)
Національна шкала ________________ Кількість балів: __________Оцінка: ECTS _____
Члени комісії ________________ ___________________________ (підпис) (прізвище та ініціали) ________________ ___________________________ (підпис) (прізвище та ініціали) ________________ ___________________________ (підпис) (прізвище та ініціали
м. Черкаси – 2013 рік
Додаток Д Структури сталей, чавунів та сплавів
Діаграма Fe-C
СТАЛІ
СТАЛЬ ЛИТА
СТАЛІ ТЕРМООБРОБЛЮВАННІ
СТАЛІ ЛЕГОВАНІ
ЧАВУНИ
ЧАВУН СІРИЙ
ФОРМА ГРАФІТНИХ ВКЛЮЧЕНЬ
ЧАВУН ВИСОКОМІЦНИЙ
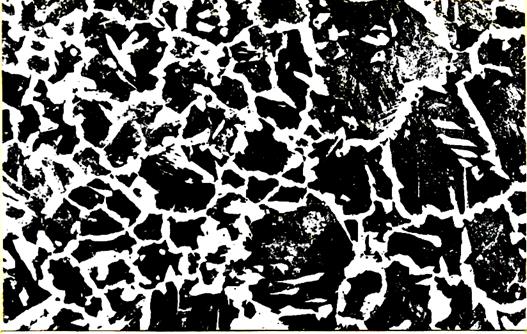
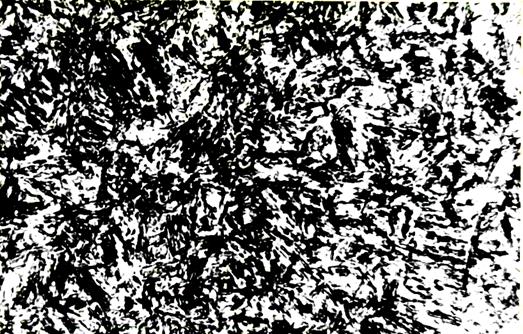
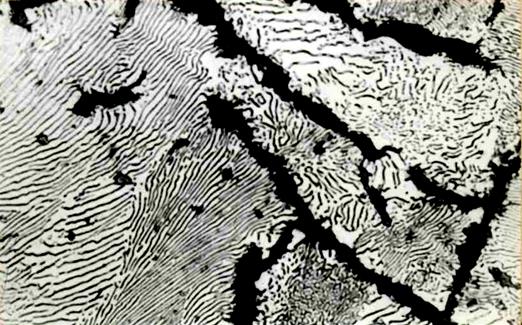
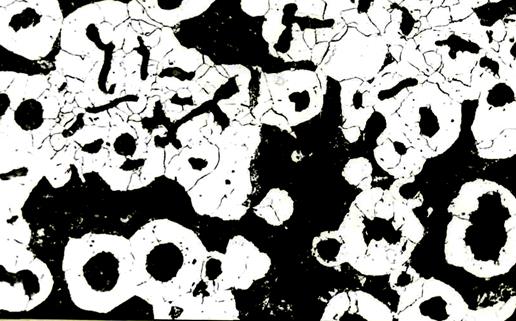
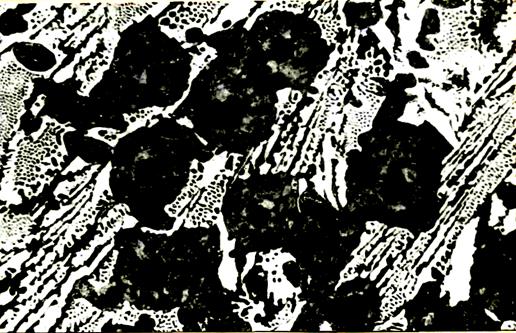
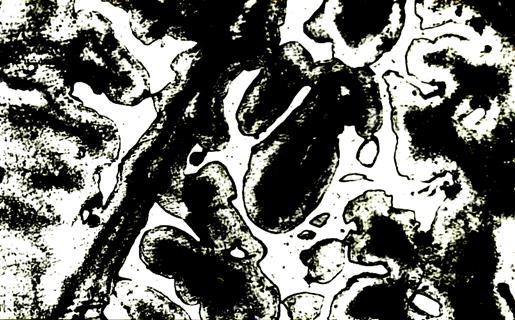
44.Сірий феритно-перлітний чавун не повністю модифікований. Структура: графіт – сірі включення шароподібної и пластинчастої форми, ферит – білі зерна, перліт – чорні ділянки, х 200
ЧАВУН ПОЛОВИНТЧАТИЙ
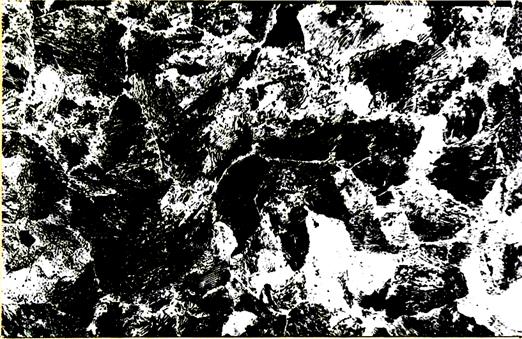
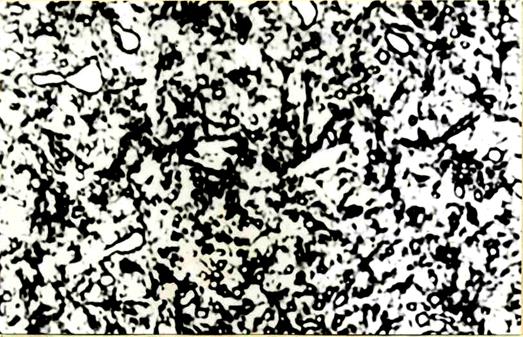
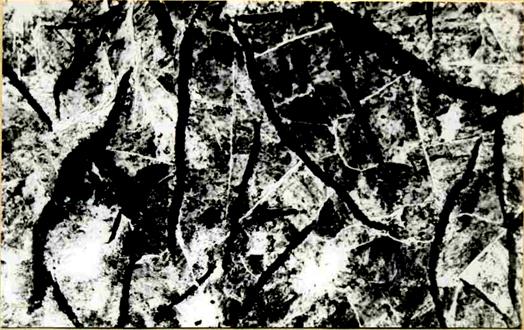
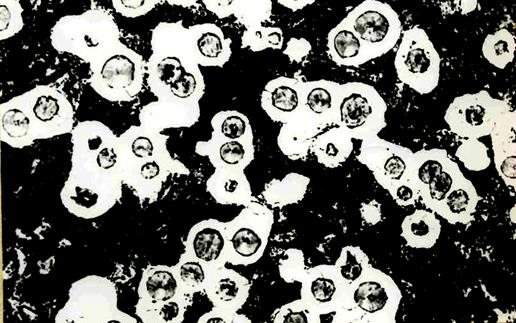
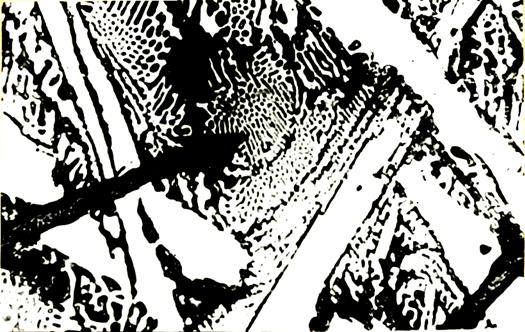
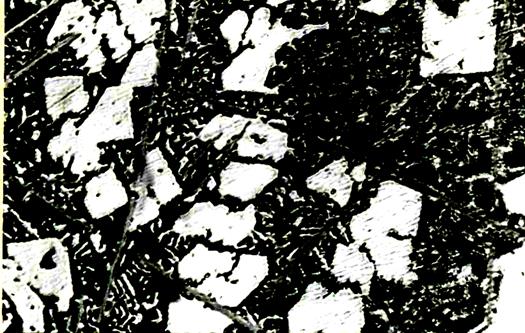
49.Половинчатий модифікований чавун. Структура: сірі кулеподібні включення – графіт, сірі ділянки – перліт, строкаті ділянки – ледебурит, х 200
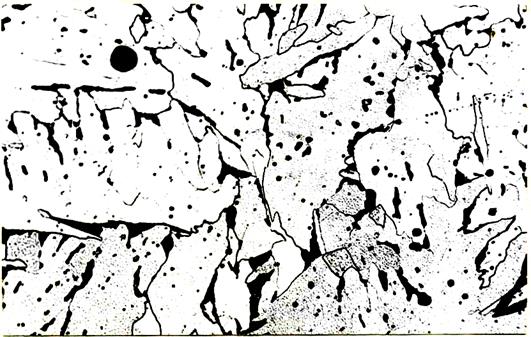
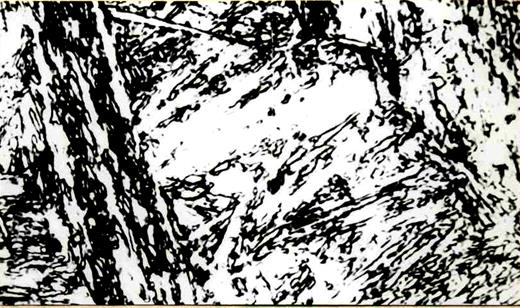
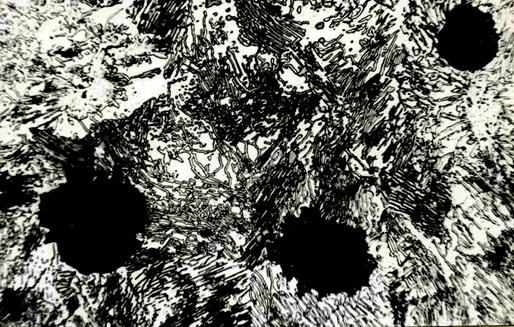
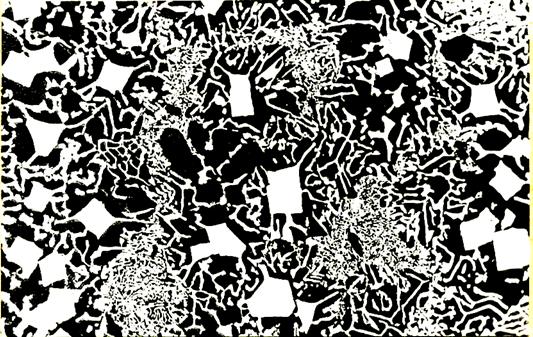
50. Половинчастий заевтектичний чавун. Структура: сірі пластини – графіт, білі пластини – цементит, строкаті ділянки – ледебурит, х 200
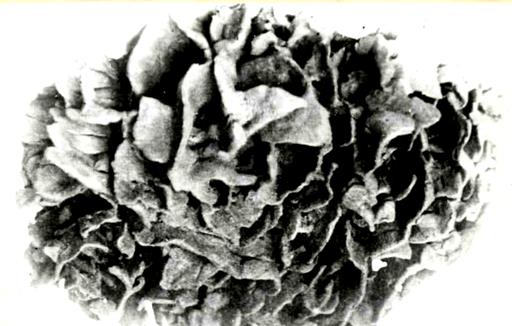
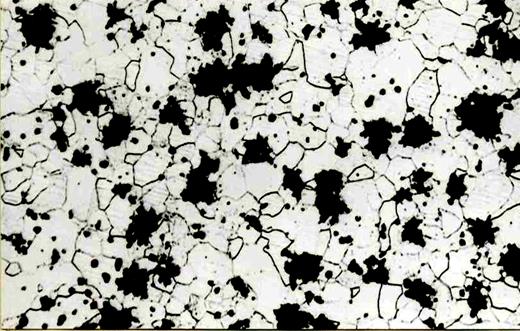
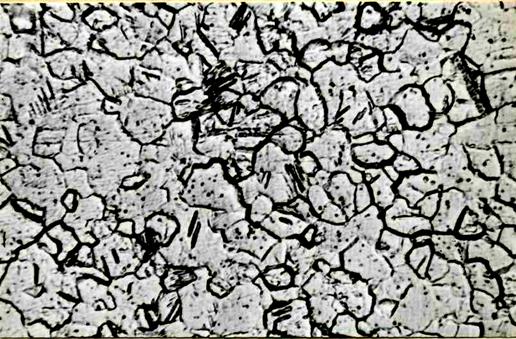
51. Чавун ковкий феритний. Структура: пластівкоподібні сірі включення – графіт, білі зерна – ферит, х 150
52. Чавун ковкий перліто-феритний. Структура: пластівкоподібні сірі включення – графіт, сірі ділянки перліт,білі зерна – ферит, х 200
53. Чавун ковкий перлітний. Структура: пластівкоподібні включення – графіт, інше – перліт, х 200
КОЛЬОРОВІ СПЛАВИ
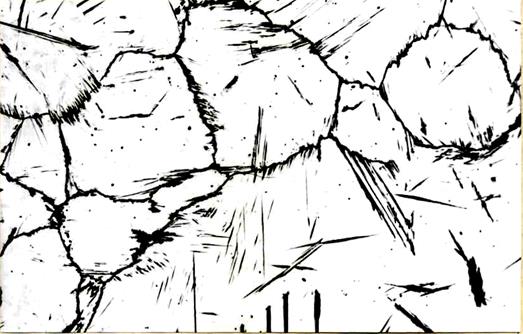
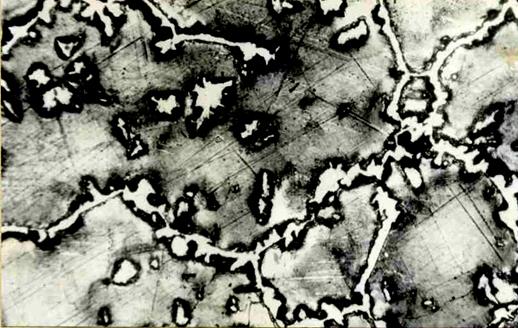
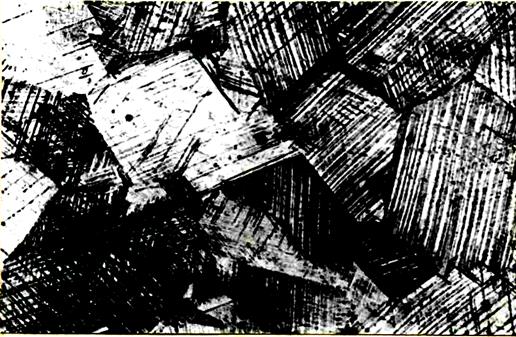
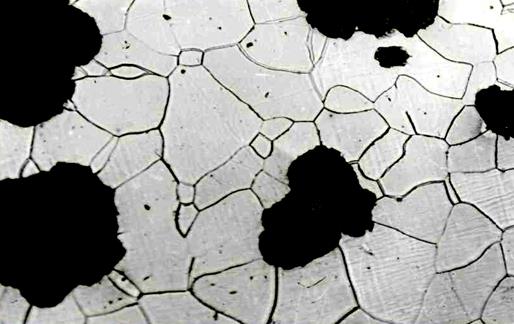
54. Латунь Л70 однофазна гарячекатана, мідь – 70%, цинк – 30%. Структура: поліедри і двійники відпалу однорідного твердого розчину цинку в міді з різною травленням, х 100
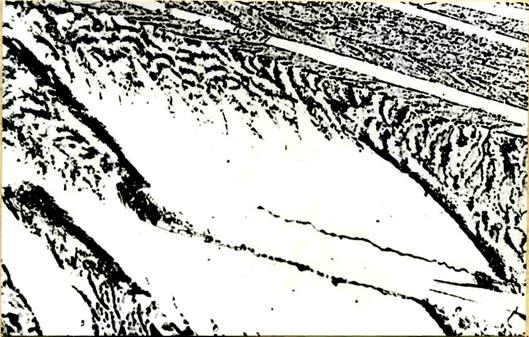
55. Латунь ЛС59 свинцева лита, Cu - 59%, Zn - 40%, Pb - 1%. Структура: світла з відманштетовою будовою α – фаза, β' – фаза, х 100
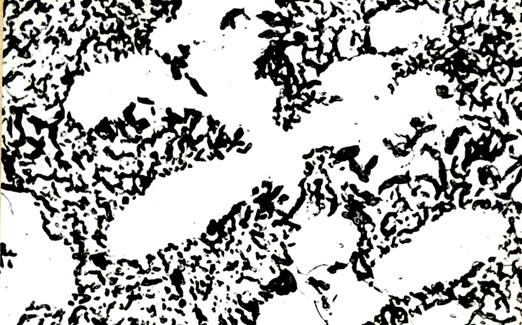
56. Бронза БР010 олов’яна лита,Cu – 90%, Sn – 10%. Структура: сірі дендрити – неоднорідний α – твердий розчин Sn I Cu, в α+δ (Cu31Sn8), х 100
57. Латунь Л62 двохфазна гарячекатана. Структура: світлі області – α – фаза, темні – β' фаза, х 100
58. Бронза БрАЖ9-4 алюміневозалізна деформована відморожена. Структура: світлий α – твердий розчин Al в Cu з включенням фази FeAl3 темні ділянки – евтектоїд α+γ (Cu32Al19), х 300
59. Бабіт Б16 свинцево-олов’яний Sn – 16%, Sb – 16%, Cu – 2%, Pb – інше. Структура темна матриця – α – твердий розчин Sn, Sb і Cu в Ps, великі світлі кристали – β – (Sn, Sb) – фаза, сірі голки Cu2Sb – евтектика α+β, х 100
60. Бабіт Б83 олов’яний Sb – 11%, Cu – 6%, Sn – інше. Структура: темна матриця – α – твердий розчин Sb і Cu в Sn, світлі голкоподібні кристали і зірочки – фаза Cu3Sn, великі сірі кристали – β (Sn, Sb) – фаза, х 100
61.Бабіт БС свинцевосурьм’яний Pb – 82%, Sb – 18%. Структура: темна фаза – α – твердий розчин Sb в Pb, світлі кристали – β твердий розчин Pb в Sb, евтектика α+β, х 100
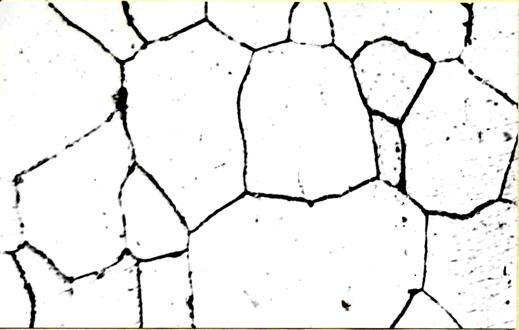
62.Титан технічно чистий ВТІ-00 гарячекатаний відпалений. Структура: зерна α – фази з двійниками відпалу, х 600
63.Бронза БрБ2 берилієва гарячекатана. Be (1,9-2,2%), Ni (0,2-0,5%), Cu – інше. Структура: поліедри і двійники відпалу α – твердий розчин Be і Ni в Cu світлі дисперсні виділення – фаза CuBe, х 600
64. Дюралюміній Д16 литий природно зістарений. Cu – (3,8-4,5%), Mg (1,2-1,8%), Mn (0,3-0,7%), Si – 0,1%, Fe – до 0,1%, Al – інше. Структура: світлі зерна – α – твердий розчин Cu та ін. в Al, по границям і всередині зерен виділення CuAl2, Al2MgCu та інших фаз, х 600
65. Сплав ВТЗ-1 гарячекатаний. Al (5,5-7,0%),Mo (2,0-3,0%),Cr (0,8-2,3%), Ti – інше. Структура: α (світла)+β (темна) фази складного складу, х300
66. Сплав АЛ12 литий. Cu (9-11%), Si до 1%, Fe до 1%, Ni до 0,5%, Al – інше. Структура: світлі дендрити – α – твердий розчин Cu та ін. в Al, між гілками дендритів – евтектика α+ CuAl2, х100
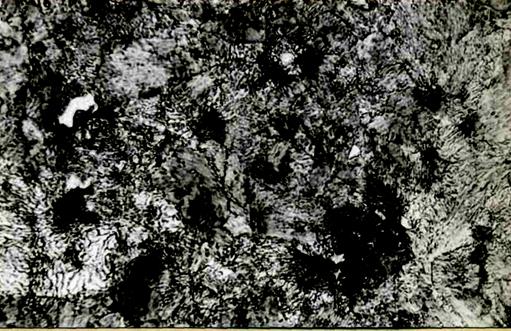
67. Силумін АЛ2 модифікований натрієм. Структура: світлі дендрити – α – твердий розчин, тонко диференційована евтектика – α+Si, x100
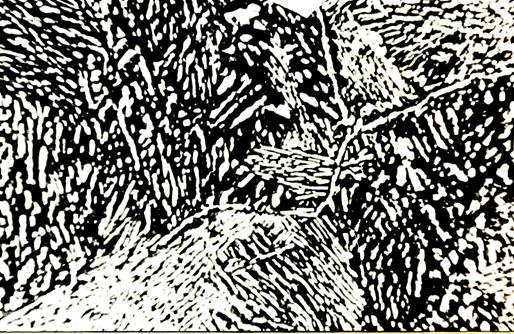
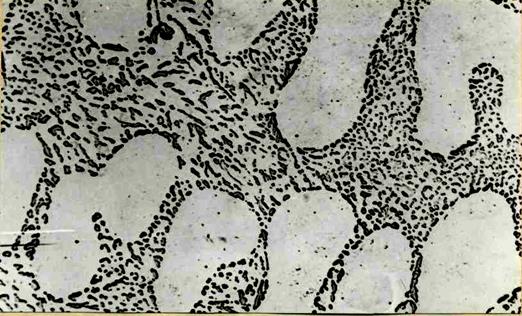
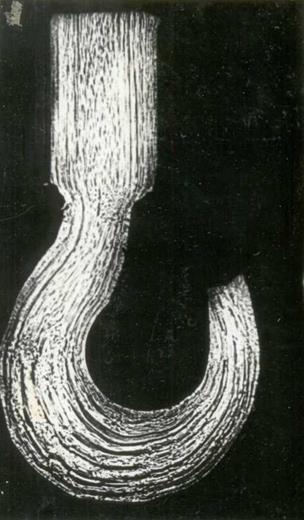
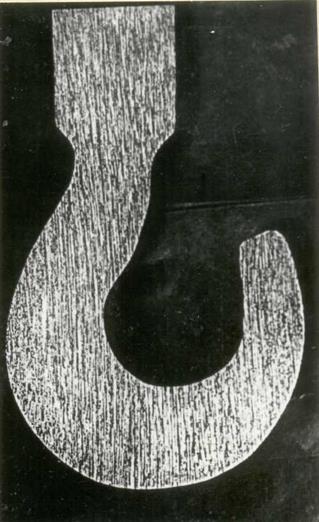
МАКРОСТРУКТУРИ
68. Макроструктура кованого крючка.
69. Макроструктура штампованого крючка.
70. Макроструктура штампованого виробу.
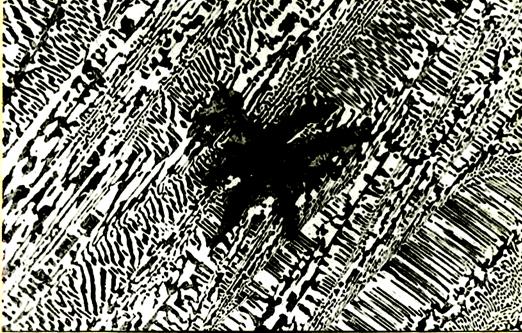
71. Структурні зони в відливці сталі (стовбчасті та рівновісні). Додаток Е Область застосування електронно-променевого зварювання
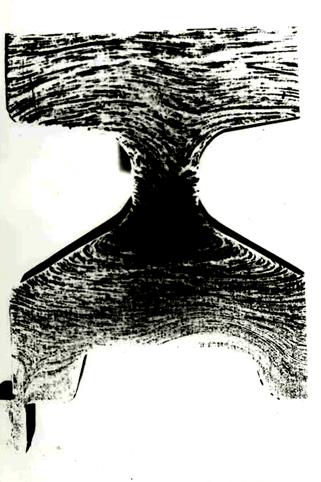
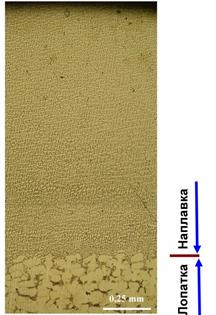
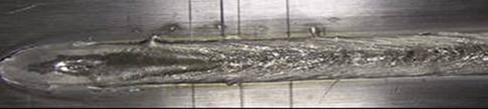
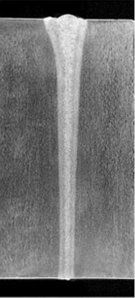
Реалізація електронно-променевого зварювання на прикладі монокристалічної лопатки зі сплаву ЖС32 (а) і мікроструктура наплавки торця вихідної кромки (б), збільшене зображення шва (в), зварний шов в розрізі (г)
Електронно-променеве зварювання зварювання тороїдольної камери на основі вольфраму з товщиною стінки 3 мм для подачі рідкометалевого теплоносія
Мікрошліф зварного з’єднання виконаного електронно-променевим зварюванням
Сильфонний блок виконаний з допомогою електронно-променевого зварювання
Процес електронно-променевого зварювання
а
б Двостороннє електронно-променеве зварювання деталей великої товщини а - сталь12Х18Н10Т, б - сталь 316 LN
Глибина проплавлення 140 мм при середній ширині шва 5 мм, радіус закруглення кореня шва близько 1 мм
Електронно-променеве зварювання деталей товщиною 140 мм поздовжнім швом у вузький зазор шириною 8 мм і глибиною 180 мм, електронно-променеве зварювання кришок товщиною 5 мм
Зварні шви виконані на одній і тій же установці з потужністю електронної гармати 30 кВт
Корпус щеплення і шестерня зварені електронним променем
Зубчасте колесо та вал з’єднані електронно-променевим швом глибиною 35мм Додаток Ж Основні терміни і поняття ГОСТ 5197 – 85
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-19; просмотров: 297; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.61.122 (0.278 с.) |



































 а
а
 б
б
 в
в
 г
г









 Сталь, 150мм
Сталь, 150мм

 Бронза/сталь, 30мм Алюміній, 40мм
Бронза/сталь, 30мм Алюміній, 40мм
 Мідь, 35мм Спеціальна сталь, 2мм
Мідь, 35мм Спеціальна сталь, 2мм