
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Напряженное состояние литейной формы. Опока без модели
Рассмотрим опоку без модели, уплотняемую плоской жесткой прессовой колодкой. На основании экспериментальных данных напряженное состояние формовочной смеси в объеме такой литейной формы характеризуется: - боковым давлением, которое вызывает трение смеси о стенки опоки при перемещении ее в направлении прессования; - торцовым трением смеси о прессовую колодку и модельную плиту, фиксирующим прилегающие к ним частицы смеси и препятствующим ее свободному боковому перемещению в этих местах формы.
Величина бокового давления формовочных смесей на стенки опоки при прессовании по экспериментальным данным превышает теоретическое значение и составляет 0,30¸0,50 от вертикального сжимающего смесь напряжения. Трение смеси о стенки опоки при прессовании постепенно снимает часть силы прессования со смеси, и эта часть передается на модельную плиту уже опокой. С удалением от прессовой колодки в глубину формы, вертикальное давление в формовочной смеси прогрессивно уменьшается. Если допустить для упрощения, что боковое давление смеси на стенки опоки в данном горизонтальном слое формы составляет определенную часть от вертикального прессующего усилия, передаваемого этим слоем, то легко показать, что давление прессования будет уменьшаться с глубиной формы по закону экспоненты. Пусть вертикальное сжимающее напряжение в слое формы на глубине z под прессовой колодкой (рис. 1) составляет p z и распределяется равномерно. Боковое давление смеси в этом слое p x = x p zгде x = const – коэффициент бокового давления для данной смеси в данных условиях. Если f – коэффициент трения смеси о стенки опоки, то условие равновесия сил для данного слоя формы можно написать в следующем виде
где F – площадь опоки в плане; U – периметр опоки. Решив это уравнение и подставив начальное условие, заключающееся в том, что под прессовой колодкой давление прессования равно некоторому известному значению р к, получим экспоненту
где в коэффициент a собраны все постоянные
Однако такой закон распределения p z по высоте формы осложняется торцовым трением смеси о прессовую колодку и модельную плиту. Силы трения фиксируют смесь, непосредственно прилегающую к колодке и модельной плите, и не позволяют ей перемещаться к стенкам опоки. Вследствие этого возле прессовой колодки и модельной плиты образуются неподвижные объемы плотной смеси, так называемые конусы или пирамиды деформации, не принимающие участия в развитии бокового давления на стенки опоки.
Это подтверждается установленным экспериментально фактом, что боковое давление смеси на стенки опоки при прессовании имеет максимум где-то в середине высоты опоки и падает практически до нуля в верхних слоях формы у прессовой колодки и в нижних слоях у модельной плиты.
Для учета влияния торцового трения смеси при рассмотрении распределения сжимающих напряжений p z по высоте примем следующую упрощенную методику. Предположим, что в зонах формы, содержащих пирамиды (конусы) деформации, боковое давление на стенки опоки не равно x p z, a меньше и составляет k x p z, где коэффициент k < 1 и является переменным по высоте верхней и нижней зон (рис. 2). При этом примем, что в верхней зоне опоки боковое давление у прессовой колодки равно нулю и в полной мере развивается лишь на уровне вершины конуса деформации. Тогда коэффициент k может быть выражен в виде k 1= z / h 1, где h 1– высота конуса деформации (см. рис. 2). Исходное уравнение суммы вертикальных сил для слоя на глубине z от прессовой колодки теперь будет иметь следующий вид
и, соответственно, решение
где
На глубине h 1 давление p z составит,
т. е. будет таким же, каким оно было бы на вдвое меньшей глубине при отсутствии торцового трения смеси о колодку. Аналогично получаем множитель для нижней зоны опоки:
где H – высота опоки; h 2 – высота конуса деформации. Уравнение сил для слоя смеси на глубине z под поверхностью колодки будет иметь следующий вид
а его решение соответственно
где p z2 – значение вертикального сжимающего напряжения для глубины (H – h 2) (на уровне вершины нижнего конуса деформации); c – коэффициент, объединяющий все константы уравнения
Таким образом, торцовое трение смеси о прессовую колодку и модельную плиту вносит коррективы в распределение вертикальных сжимающих напряжений в прессуемой форме. В верхней зоне формы, на глубине от 0 до h 1 под прессовой колодкой, величина p z изменяется по закономерности (5). На участке формы между вершинами верхнего и нижнего конусов деформации (если такой участок остается) p z должно изменяться в соответствии с основной закономерностью простейшей экспоненты (2) по уравнению
Наконец в нижней зоне, в пределах значения глубины z от (H – h) до H, величина p z подчиняется закономерности (10). Распределение средней плотности формовочной смеси d (кг/м3) по высоте опоки при прессовании, полученное экспериментально различными исследователями, соответствует приведенному выше характеру распределения вертикальных сжимающих напряжений p z. В зависимости от условий опыта и мест измерения плотности d кривые имеют небольшие различия. В углах опоки наблюдается непрерывное уменьшение d с глубиной формы (рис. 3, а). У середины стенки опоки наблюдается уменьшение d до некоторой величины, остающейся далее постоянной в нижней части формы (рис. 3, б). В центре сечения формы наблюдается небольшое повторное увеличение d в нижней части формы около модельной плиты (рис. 3, в). Последнее обстоятельство можно, по-видимому, объяснить большей плотностью смеси в конусах деформации по сравнению с областями вне конуса.
Вследствие трения формовочной смеси о стенки опоки при прессовании, горизонтальные слои формы у стенок отстают в своем движении вниз от середины слоев и загибаются кверху (рис. 4). Так как боковое давление в прессуемой форме из-за торцового трения развивается главным образом в ее средних по высоте частях, боковая деформация смеси и соответствующее искривление вертикальных слоев наблюдаются в основном в средних горизонтах опоки.
|
||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 322; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.229.113 (0.008 с.) |
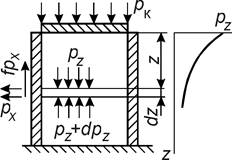 Рис. 1. Схема к определению pz с учетом бокового трения
Рис. 1. Схема к определению pz с учетом бокового трения
 ,
,
 ,
,
 .
.
 Рис. 2. Схема к определению pz с учетом торцового и бокового трения
Рис. 2. Схема к определению pz с учетом торцового и бокового трения

 ,
,
 .
.
 ,
,
 ,
,
 ,
,
 ,
,
 .
.
 .
.
 Рис. 3. Экспериментальные кривые распределения плотности смеси по высоте формы
Рис. 3. Экспериментальные кривые распределения плотности смеси по высоте формы
 Рис. 4. Схема деформации сетки слоев смеси в форме при прессовании
Рис. 4. Схема деформации сетки слоев смеси в форме при прессовании



