Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Його розвитку й застосування на верстатах та автоматичних лініях.
Дисципліна "Проектування контрольно - вимірювального інструменту" передбачає вивчення студентами коледжу типів, будову та призначення існуючих контрольних пристосувань і контрольно - вимірювальних інструментів; і вміння їх проектувати та розраховувати. Програма дисципліни визначається завданням отримання необхідних суспільству машин високої якості, виготовлених при найменшій собівартості, мінімальних за витратах матеріалів та найвищій продуктивності праці. Виконання такого завдання пов'язане з цілеспрямованим вибором і створенням нового, більш досконального технологічного обладнання, засобів контролю, засобів автоматизації і механізації виробництва. За допомогою КВП перевіряють: - Лінійні розміри: зовнішні і внутрішні діаметри, висоту, ширину, глибину, виступи, довжину різних елементів деталей, які неможливо або недоцільно вимірювати граничними калібрами або універсальними вимірювальними засобами; - Точність форми поверхонь (малюнку 1); - Точність розташування поверхонь (малюнку 2); - Параметри зачеплення зубчастих коліс, різьбових з'єднань, фасонних поверхонь і деталей зі складним профілем; Також за допомогою КВП можна: - Виконувати активний контроль розмірів заготовок безпосередньо при обробці на верстатах; - Перевіряти одночасно декілька параметрів деталей; - Проводити сортування деталей по точності параметрів на групи в межах заданого допуску; - Налаштовувати ріжучий інструмент на заданий розмір і здійснювати контроль розмірів заготовок при обробці на верстатах з ЧПК. Основними вимогами, що пред'являються до конструкції КВП, є наступні: забезпечення оптимальної точності і продуктивності контрольних операцій, зручність в експлуатації, технологічність у виготовленні, зносостійкість, економічна доцільність. У зв'язку з високим технічним рівнем сучасного виробництва до методів і засобів контролю якості продукції висувають високі вимоги щодо швидкодії, механізації й автоматизації контрольних операцій як під час її виготовлення, так і в процесі експлуатації. Розвиток засобів контролю йде в напрямах підвищення точності вимірювань, зменшення габаритних розмірів і маси приладів, зниження вимірювальних зусиль приладів, зокрема, при лінійно-кутових вимірюваннях, застосування нових фізичних методів вимірювань.
За рівнем механізації та автоматизації КВП поділяють на ручні, механізовані, автоматизовані та автоматичні. Ручні КВП - контроль здійснюється безпосередньо людиною. Рівень механізації та автоматизації нульовий. Механізовані КВП - контроль здійснюється з різним ступенем участі людини. Рівень механізації та автоматизації може бути малий, середній або великий. Автоматизовані КВП - контроль здійснюється з частковим безпосередньою участю людини. Рівень механізації та автоматизації високий. Автоматичні КВП - контроль здійснюється без безпосередньої участі людини. Рівень механізації та автоматизації повний. Чим вище рівень механізації і автоматизації, тим менше частка ручної праці, при цьому збільшуються об'єктивність і продуктивність контролю.
а) неплощинність; б) непрямолінійність; в) опуклість; г) увігнутість; д) нециліндричність; е) некруглість; ж) ограновування; з) непрямолінійність профілю перерізу, і) непрямолінійність осі; к) овальність; л) конусоподібність; м) бочкоподібність; н) седлоподібність
Рисунок 1- Відхилення форми по ГОСТ 24642-81:
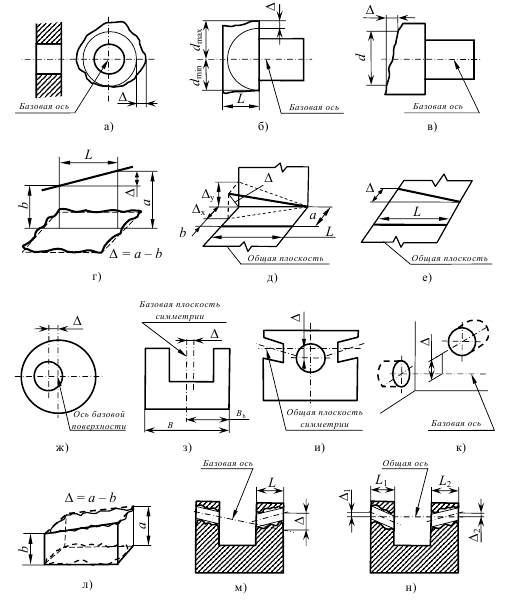
а) радіальне биття, б) повне радіальне биття; в) торцеве биття; г) непаралельність осі відносно площини; д) непаралельність осей або прямих у просторі; е) перекіс осей або прямих; ж) неконцентричність; з) несиметричність, і) несиметричність щодо загальної площині; к) перетин осей; л) непаралельність площин; м) неспіввісність щодо осі бази; н) неспіввісність щодо загальної осі
Рисунок 2- Відхилення розташування по ГОСТ 24642-81:
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 131; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.25.74 (0.006 с.) |