Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Отработка конструкций деталей на технологичностьСодержание книги
Поиск на нашем сайте Т.К.И. обеспечивается следующими мероприятиями: - рациональный выбор заготовки; - технологичность формы детали; - правильная простановка размеров; - оптимальная точность и шероховатость поверхностей. При проведении работ по отработке конструкции изделия на технологичность необходимо учитывать: - вид изделия; - степень его новизны и сложности; - перспективность изделия; - объем выпуска. Конструктивная и технологическая преемственность (ГОСТ 14004) изделий позволяет максимально использовать все лучшее, что создано в процессе конструкторских и технологических разработок, освоено в производственных условиях и проверено в эксплуатации. При конструировании новых изделий машиностроения до 80% конструктивных решений переходят от изделия к изделию. Комплекс работ по повышению технологичности изделий: - повышение серийности изделий и их составных частей при их изготовлении посредством стандартизации, унификации и обеспечения конструкторского подобия, применения высокопроизводительных и малоотходных технологических решений, основанных на типизации процессов и других прогрессивных формах их организации; - применение высокопроизводительных стандартных средств технологического оснащения, обеспечивающих оптимальный уровень механизации труда в производстве; - применение рациональных сортаментов и марок материалов, рациональных способов получения заготовок, методов и режимов упрочнения деталей и др. Технологичность формы детали оценивается с учетом особенностей оборудования; метода обработки, характера производства и его конкретных условий. Технологичность по форме детали в зависимости от особенностей технологического оборудования – степени автоматизации цикла обработки различна: например, сложная фасонная поверхность нетехнологична при обработке на станке с ручным управлением и технологична для станка с ЧПУ. Конструкция детали независимо от технологического метода обработки должна обеспечивать простое, удобное и надежное закрепление ее на станке. Для этого деталь должна иметь высокую жесткость. Для закрепления нежестких деталей требуются сложные и дорогие приспособления, а также значительные затраты времени на их установку на станке. Например, нежесткие валы закрепляют в центрах и одном или нескольких люнетах. При обработке нежестких деталей нельзя использовать высокопроизводительные режимы резания, т.к. увеличение подачи и глубины резания приводят к деформированию детали. Простая конфигурация детали и развитые базовые поверхности позволяют использовать простые и дешевые универсальные приспособления: патроны, машинные тиски и т.д. Размеры поверхностей деталей должны соответствовать нормальному ряду длин и диаметров, т.к. это позволяет обрабатывать их стандартными режущими инструментами. В случае обработки детали нестандартного размера потребуется более дорогой нестандартный инструмент или дополнительные операции для получения заданного чертежом размера и формы поверхности.

Рис.98. - конические переходы между ступенями вала и фаски следует обрабатывать стандартными токарными проходными резцами с главными углами в плане φ, составляющими 30°, 45°, 60°, 90°; - размеры отверстий должны соответствовать размерам стандартных сверл; - геометрические элементы детали должны быть унифицированы по форме и размерам. Это сокращает номенклатуру потребного инструмента, повышает производительность обработки.
нетехнологично технологично Рис.99. Канавки детали следует обрабатывать одним канавочным резцом с шириной режущей кромки, равной ширине канавки. - форма поверхностей должна соответствовать форме стандартного инструмента.
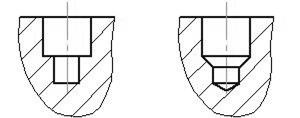
нетехнологично технологично Рис.100. Просверленные отверстия должны проектироваться с коническими поверхностями, которые образуются режущей кромкой сверла.
нетехнологично технологично Рис.101. Форму шпоночного паза следует принимать в соответствии с размерами шпоночной или дисковой фрезы. - отдельные участки режущей кромки должны работать в приблизительно одинаковых условиях. Значительное различие в скорости резания на кромке инструмента приводит к его неравномерному износу.
нетехнологично технологично Рис.102. Близко к оси вращения скорость резания мала, и инструмент не режет, а сминает материал заготовки. Наличие осевого отверстия существенно облегчит процесс резания. -
нетехнологично технологично Рис.103. Безударную обработку торцов детали можно получить при замене прямоугольной формы фланца – круглой. - конструктивные элементы деталей не должны вызывать изгибающих деформаций инструмента, особенно на их входе и выходе из заготовки. Поэтому при протягивании, сверлении, зенкеровании и развертывании поверхности, в которые врезается инструмент, должны быть перпендикулярны направлению его движения.
нетехнологично технологично Рис.104. Протягивание. Это требование имеет особое значение для заготовок, обрабатываемых на агрегатных станках, автоматических линиях и станках с ПУ, на которых используют большое число осевого инструмента с недостаточной изгибной жесткостью.
нетехнологично технологично Рис.105. - ширина фрезеруемых плоскостей детали должна быть постоянной, т.к. изменение ширины фрезерования приводит к изменению сил резания. Свободный доступ к поверхности упрощает процесс ее обработки, поэтому при обработке внутренних торцов доступ к ним облегчает увеличение диаметра отверстия, через которое вводится инструмент. Также по возможности следует избегать обработки закрытых поверхностей.
нетехнологично технологично Рис.106.
нетехнологично технологично Рис.107. - следует максимально упрощать фасонные поверхности, отделять их от остальных поверхностей детали канавками. Это делает обработку детали дешевле и позволяет использовать высокопроизводительные режимы резания. Упрощение конфигурации детали позволяет облегчить процесс ее обработки, уменьшить объем материала, удаляемого в стружку. Упрощать деталь можно расчленением ее на несколько простых, с последующим их соединением запрессовкой, сваркой и т.д.
нетехнологично технологично Рис.108.
нетехнологично технологично Рис.109. Значительно облегчить процесс обработки можно разграничением (например, канавками) поверхностей, обрабатываемых различными методами или на различных операциях.
нетехнологично технологично Рис.110. - конструкция некоторых деталей должна предполагать применение многоместной обработки. Заготовки следует устанавливать без зазоров так, чтобы выход инструмента из одной детали совмещался со входом в другую. Предпочтительнее конструкции, допускающие обработку напроход. Следует заменять полузакрытые пазы – сквозными.
нетехнологично технологично Рис.111.
нетехнологично технологично Рис.112. - особое внимание следует уделять технологичности корпусных деталей, для которых характерны высокая стоимость и трудоемкость обработки. Отверстия в корпусной детали целесообразно делать соосными. Отверстия, к которым предъявляются высокие требования по точности взаимного расположения, рационально обрабатывать не раскрепляя заготовки. Конструкция деталей должна обеспечивать обработку отверстий за один рабочий ход, а их диаметры должны последовательно изменяться.
нетехнологично технологично Рис.113.
нетехнологично технологично Рис.114. - конкретные технологические методы обработки накладывают определенные требования к конструкции детали. Например, детали, обрабатываемые на протяжных станках, должны иметь равномерную жесткость по длине протягивания и достаточную прочность. Детали, получаемые на станках токарной группы, должны иметь максимальное число поверхностей вращения, что обеспечит их полную обработку на одном станке. Отверстия, обрабатываемые на сверлильных станках, целесообразно делать сквозными, ступенчатой формы. - при проектировании детали необходимо учитывать технологические особенности станка. Заготовки, обрабатываемые на токарных автоматах должны иметь минимальное число различных диаметральных размеров. Многорезцовые полуавтоматы рационально использовать для обработки валов, длины ступеней которых кратны, убывают по диаметральному размеру в одну сторону. (Упрощается наладка станка, значительно сокращается основное время). Если конструкция вала симметрична относительно его середины, то он может быть обработан с обеих сторон при одной наладке. Поверхности корпусной детали, обрабатываемой на многооперационном станке, должны быть расположены так, чтобы они были обращены к шпинделю станка при повороте детали вокруг одной ее оси. В общем случае конструкция детали должна обеспечить возможность применения прогрессивных технологических процессов ее изготовления, в том числе типовых и групповых, энергосберегающих и малоотходных.
нетехнологично технологично технологично Рис.115.
Смежные поверхности должны быть одинакового качества и точности, в противном случае разделять канавками. Т. предусматривать центровые отверстия.
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-01-26; просмотров: 388; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.230 (0.012 с.) |





 необходима безударная работа инструмента, которую обеспечивает плавные врезание и выход инструмента. Это достигается наличием фасок на входе и канавок для выхода инструмента.
необходима безударная работа инструмента, которую обеспечивает плавные врезание и выход инструмента. Это достигается наличием фасок на входе и канавок для выхода инструмента.