
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Цикловые, контурные, позиционные системы ЧПУ.
Позиционные системы ЧПУ. Такие системы ЧПУ выполняют перемещение осей от точки к точке: позиционная система ЧПУ может перемещать оси одновременно. Во время позиционирования инструмента одновременно могут перемещаться 2 оси, пока каждая из них не достигнет заданной позиции. Обработка начинается после того, как заданное положение достигнуто
Контурная система ЧПУ может одновременно перемещать минимум 2 (чаще всего 3) или более оси в точном соотношении друг к другу, это означает, что она может переместить инструмент по любой прямой или круговой траектории в пространстве.
Цикловое программное управление (ЦПУ) применяют в ПР, выполняющих вспомогательные операции по обслуживанию технологического оборудования при небольшом числе точек позиционирования манипуляторов по каждой степени подвижности (обычно не более трех) и при сравнительно простых повторяющихся циклах движений. В частности, такие ПР распространены в заготовительном производстве. Последовательность выполнения движений рабочими органами ПР (содержание рабочего цикла) программируется с помощью штекерных панелей, многопозиционных переключателей, программных барабанов и временными устройствами типа реле времени. Цикловое программное управление обеспечивает обычно позиционирование с помощью механических упоров, располагаемых в крайних положениях по каждой степени подвижности. Для увеличения числа точек позиционирования применяют дополнительные промежуточные выдвижные упоры. Цикловые системы наиболее просты, дешевы и надежны в эксплуатации. Их недостатками являются малая универсальность и ограниченные технологические возможности. Сравнительная характеристика ЧПУ различных типов(Спрашиваем у Сиротина, что он от нас хочет, т.к. в конспекте этого нет). По степени функц возможностей: - NC – сист, осуществл обраб на станке по проге заданной в алфавитно-цифровом коде. Они хар-ся аппаратной реализацией алгоритмов, т.е работают по «желстой логике». Расчитаны на работу с оператором и предназнач ждя управл ограничен классом технологич оборудования. - SNC – отлич наличием оперативной памяти для хранения всей управл проги. В основном получается за счет дооснащения систем NC дополнит блоками памяти.
- CNC – ЧПУ этого класса построены на базе микро-ЭВМ И яв-ся представит 3-го поколения. Обеспечивают унификацию ср-в управления, т.е яв-ся многоцелевыми. Обобщенная структурная схема УЧПУ.
(4). Величина перемещения узла (суппорта) контролируется датчиком (5), который включен в цепь обратной связи. Информация с датчика проходит через устройство обратной связи (6), где происходит сравнение фактического перемещения с заданным по программе. Необходимые коррективы вносятся в последующее движение суппорта. Дополнительные функции (включение привода других узлов, выключение привода других узлов и т. п.) выполняются исполнительными органами этих узлов(5) при получении команды от устройства технологических программ (7), которые получены из устройства ввода (1). На схеме показана работа УЧПУ замкнутого использования, т. е. когда обратная связь идет по одной координате. В случае выполнения УЧПУ разомкнутого исполнения датчика (5) и устройство (6) обратной связи отсутствуют, что снижает точность обработки, и поэтому в шлифовальных станках применяются редко. Функциональные блоки УЧПУ. Все функции систем ЧПУ можно разделить на 4 класса: геометрическая задача ЧПУ - управление формированием детали; логическая задача ЧПУ - управление дискретной автоматикой станка; технологическая задача ЧПУ - управление рабочим процессом станка; терминальная задача ЧПУ - задача взаимодействия с окружающей производственной средой, проявляющаяся через диалог с оператором, и информационный обмен с управляющей ЭВМ более высокого ранга. Сущность ГЗ ЧПУ состоит в получении детали, соответствующей чертежу, при управлении приводами подачи станка Это тот минимум возможностей, который требуется от автоматизации действующего оборудования. Поскольку ГЗ ЧПУ раньше упрощенно сводили к интерполяции, то устройства ЧПУ первых поколений нередко называли интерполяторами.
Развитие логической задачи ЧПУ (JI3 ЧПУ) явилось следствием автоматизации на станке большого числа многообразных вспомогательных простых или циклических операций: зажимы-разжимы; подводы-отводы; переключения; пуски-остановки; автоматическая смена инструмента и другие. Именно обилие операций составляет специфику ЛЗ ЧПУ и проявляется в большом количестве дискретных обменных сигналов между устройством ЧПУ и объектом. Технологическая задача ЧПУ (ТхЗ ЧПУ) присутствует лишь в тех случаях, когда основной рабочий процесс сам становится объектом управления либо с целью его поддержания, либо с целью его оптимизации. Примерами оптимизируемых рабочих процессов являются фрезерование или токарная обработка, управление которыми состоит в изменении подачи и скорости резания с целью увеличения производительности, снижения приведенных затрат, повышения качества обработки. Терминальная задача ЧПУ (ТрЗ ЧПУ) поддерживается устройством ЧПУ как персональным компьютером. Диалог с оператором охватывает управление объектом и устройством ЧПУ в различных режимах операций управляющей программы, некоторые действия системного характера. Информационный обмен с ЭВМ более высокого уровня необходим в интегрированной пространственно-распределенной системе управления, имеющей признаки управляющей локальной вычислительной сети.
|
||||||
|
|
Последнее изменение этой страницы: 2017-01-19; просмотров: 349; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.255.127 (0.005 с.) |
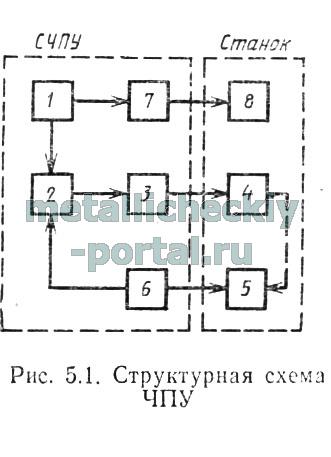 Управляющая программа считывается в устройстве ввода (1), т. е. преобразуется в электрические сигналы, которые направляются в устройство обработки программы (2), которое, в свою очередь, через устройство управления привода (3) воздействует на привод подачи
Управляющая программа считывается в устройстве ввода (1), т. е. преобразуется в электрические сигналы, которые направляются в устройство обработки программы (2), которое, в свою очередь, через устройство управления привода (3) воздействует на привод подачи


