Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Назначение контуров знаков стержня.
В процессе заполнения формы сталью стержень подвергается статическому давлению и динамическому удару. Статическое давление жидкой стали на стержень приводит к вытеснению его из стали (подъему). Сила, благодаря которой стержень вытесняется кверху, равна весу вытесненной стержнем (без знаков) стали минус вес стержня. В общем виде для определения этой силы можно использовать формулу
где Р – сила, поднимающая стержень в форме, кг; V – объем стержня, дм3; V 1 – объем стали, вытесненной стержнем, дм3; γм – вес единицы объема жидкой стали, кг/дм3; γст – вес единицы объема стержня, кг/дм3. Возможны сдвиги стержня, которые приводят к перекосу и образованию брака отливки за счет разностенности. Перемещение стержней может быть в направлении, перпендикулярном к оси и вдоль основной оси. На рис. 30 приводится пример отклонения от оси (а) одного конца вертикального цилиндрического стержня на величину х. Уменьшение отклонения стержня от осевой линии достигается: сокращением зазора между знаком стержня и знаком формы; увеличением высоты знака; раскреплением верхней части стержня жеребейками.
Рис. 30. Возможные перемещения вертикального стержня перпендикулярно основной оси
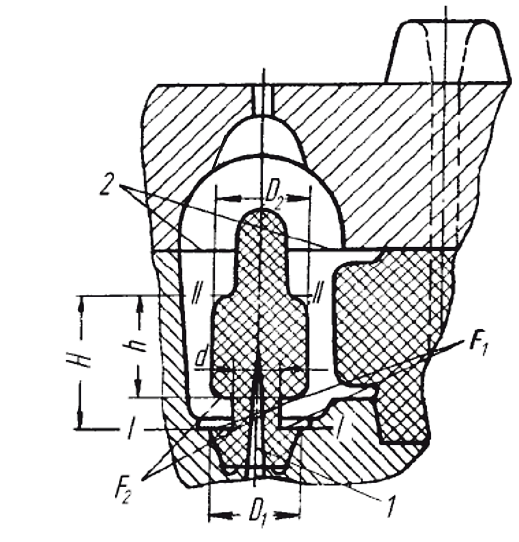
На рис. 31 приводится пример расположения стержня, при котором возможно всплывание его вверх. Когда сечение стержня II - II больше, чем сечение основания I - I, всплывание возможно. При наличии уровня металла в форме, равного Н, и равенстве сечения знака стержня сечению нижнего основания его возникает наибольшая опасность всплывания. Конструкция знака стержня в этом случае должна выполняться так, как это показано на рис. 31. В этом случае соблюдается следующая зависимость
где Н, h – уровень металла в форме, см; γ – удельный вес жидкой стали, кг/дм3; g – вес стержня, кг;
где D 1 – диаметр знака; D 2 – наибольший диаметр стержня. При D 1 = D 2 величина усилия, стремящаяся поднять стержень, будет отрицательная, и он не будет всплывать. На основании этих данных можно определить размеры знака стержня. Для предохранения стержня от смещения в стороны могут быть использованы жеребейки. Знаковая часть стержня должна выдерживать усилие собственного веса стержня и давление, возникающее от сил, стремящихся поднять его при заливке металла. Одновременно с этим она должна обеспечивать вывод из него газов. Для этого в знаковой части делаются каналы.
Длины стержневых знаков устанавливают по ГОСТ 3212-92. При сифонном подводе металла, когда питатель соприкасается со знаковой частью стержня, размеры вертикального нижнего знака увеличиваются в зависимости от размеров питателя. В случае подвода металла по горизонтальному знаку стержня длина знака увеличивается на ширину шлаковика.
Рис. 31. Конструкция знака, устойчивого против всплывания стержня при заливке формы: 1 – вентиляционный канал; 2 – линия разъема
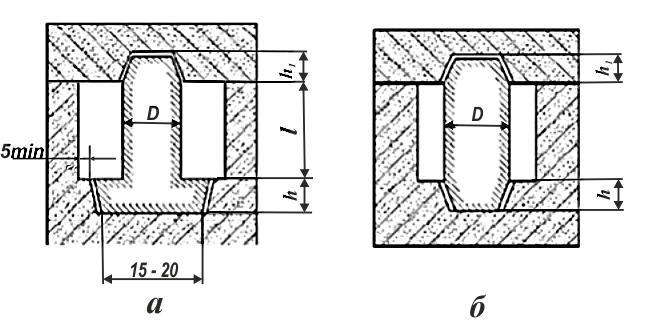
При отсутствии верхнего знака высота нижнего может быть увеличена на 50 % против величины, взятой по ГОСТ 3212-92. При формовке симметричных деталей на машинах допускается применение верхних и нижних знаков одинаковой высоты. Устанавливаются также уклоны знаков, зазоры между знаком стержня и формы для облегчения установки стержня в форму. Величина зазоров между формой и знаком стержня в зависимости от вида формовки, а также от положения стержня в форме даны в ГОСТ 3212-92 (рис. 32).
Рис. 32. Зазоры между стержнями и формой: а – горизонтального; б – вертикального; исполнение 1 – прямоугольное сечение (а + b)/2; исполнение 2 – круглое сечение диаметром D; S1, S2, S3 – зазоры между формой и знаком стержня; β, α – уклон для верхнего и нижнего знака стержня; L, l – длина рабочей части и знаков стержня соответственно; D, а, b – размеры сечения стержня
Зазоры между формой и знаком стержня для формовки по-сырому принимаются с поправочным коэффициентом 0,5-0,6. Если знаковая часть стержня или сам стержень соприкасаются со смежным стержнем (рис. 33), то зазор S 4 принимать равным 1,3 S 1, который выбирается по ГОСТ 3212-92. Если стержень собирается из двух половин, то зазор S 5 между ними принимают равным (1,5-2,0) S 1, по выбранному ГОСТ 3212-92. Рис. 33. Зазоры между стержнями Для предотвращения повреждения формы при сборке знаковые части модели выполняются с уклонами (рис. 34). Величину уклонов знаковых частей принимать по ГОСТ 3212-92. Рис. 34. Уклоны знаковых частей модели и стержневых ящиков
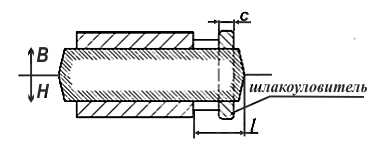
При сифонном подводе металла, когда питатель соприкасается со знаковой частью стержня, размеры вертикального нижнего знака увеличиваются в зависимости от размеров питателя. В случае подвода металла по горизонтальному знаку стержня длина знака l увеличивается на ширину шлакоуловителя с (рис. 35).
Рис. 35.
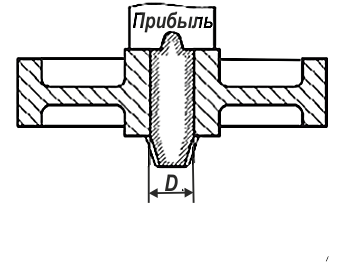
При отсутствии верхнего знака высота нижнего знака может быть увеличена на 50 % (рис. 36).
Рис. 36. Стержневые знаки при соотношении L/D и 2 L /(a + b) больше 5, рекомендуется делать в соответствии с рис. 37.
Рис. 37.
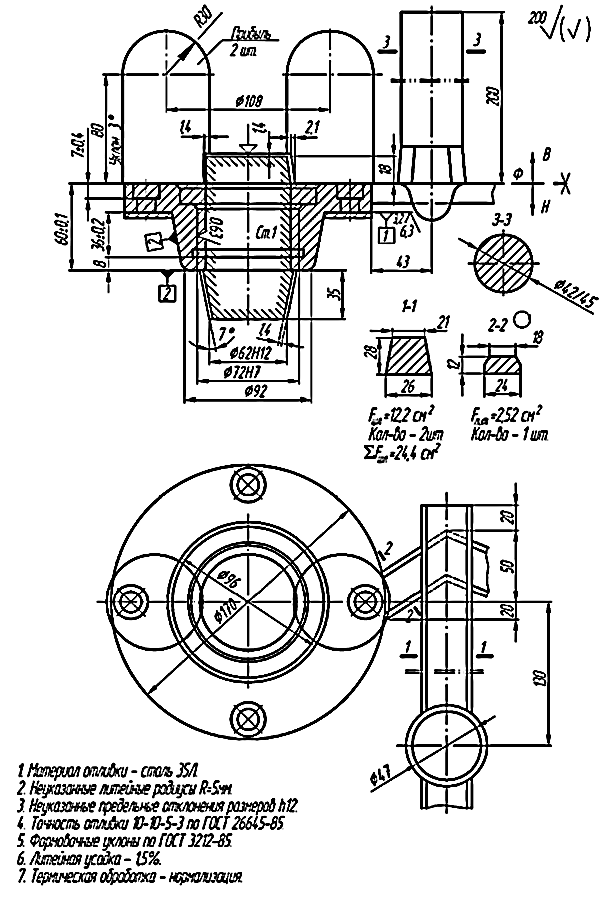
При формовке симметричных деталей на машинах допускается применение верхних и нижних знаков одинаковой высоты (рычаги, стойки, подшипники и др.). Порядок выполнения работы. Исходные данные для выполнения работы студент получает у преподавателя: эскиз детали, материал, условия производства. Эскизы деталей приведены в приложении 3, 4. Необходимо определить рациональное положение отливки в форме, выбрать поверхность разъема формы для обозначенных условий производства. Обозначить на чертеже деталей число и контуры стержней, зазоры и уклоны знаковых частей, установку стержней в форме. Привести эскиз стержня с размерами. Пример выполнения работы приведен на рис. 38, 39.
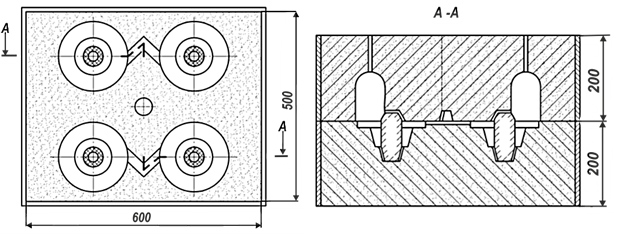
Рис. 38. Чертеж формы в сборе
Рис. 38. Чертеж элементов литейной формы ПРАКТИЧЕСКАЯ РАБОТА 5.
|
||||||
|
|
Последнее изменение этой страницы: 2016-12-11; просмотров: 508; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.136.22.50 (0.008 с.) |
 ,
,