Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Для различных видов заготовок и механической обработки
Таблица 4.2. Значения шероховатости обработанной поверхности (в соответствии с ГОСТ 2789-73)
4. εуi - погрешность установки, возникающая на выполняемом переходе.
Погрешность εУ в общем виде определяют как векторную сумму погрешности базирования εб, погрешности закрепления εз и погрешности приспособления εпр, т.е.: εу = εб + εз + εпр. Знаки в приведенном выражении зависят от направления векторов. Когда же предвидеть направление векторов затруднительно, их суммируют по правилу квадратного корня:
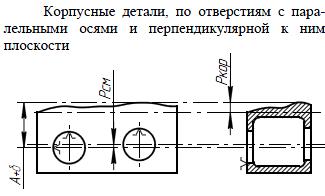
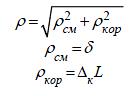
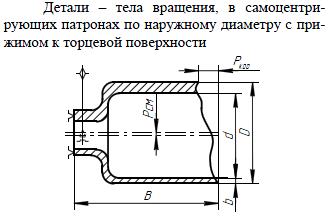
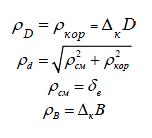
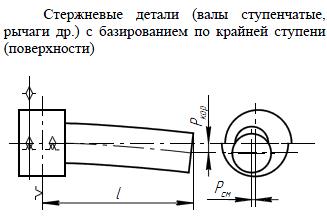
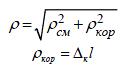
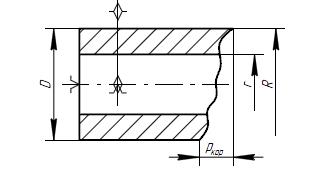
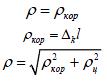
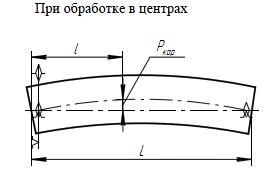
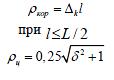
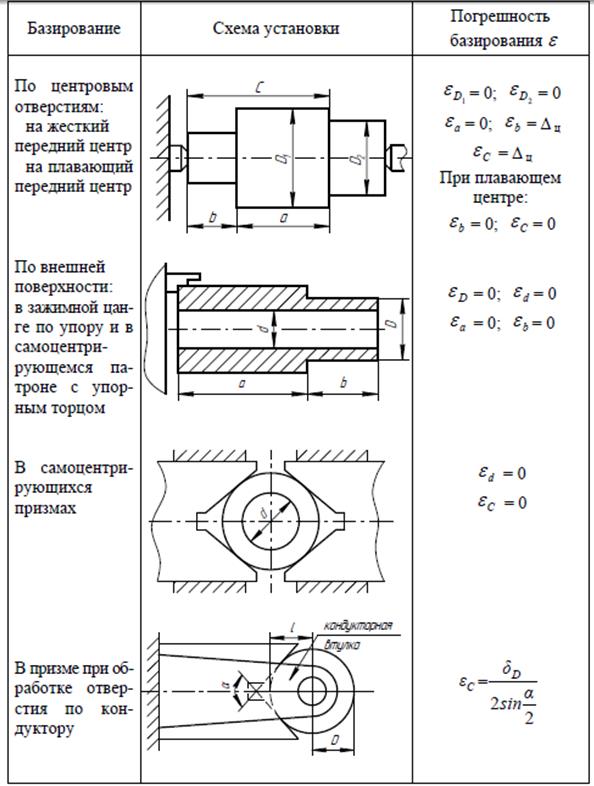
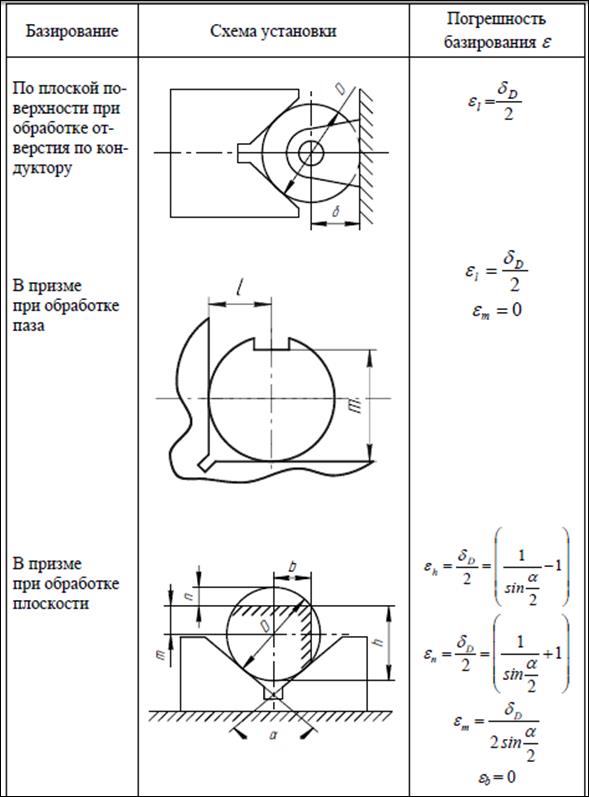
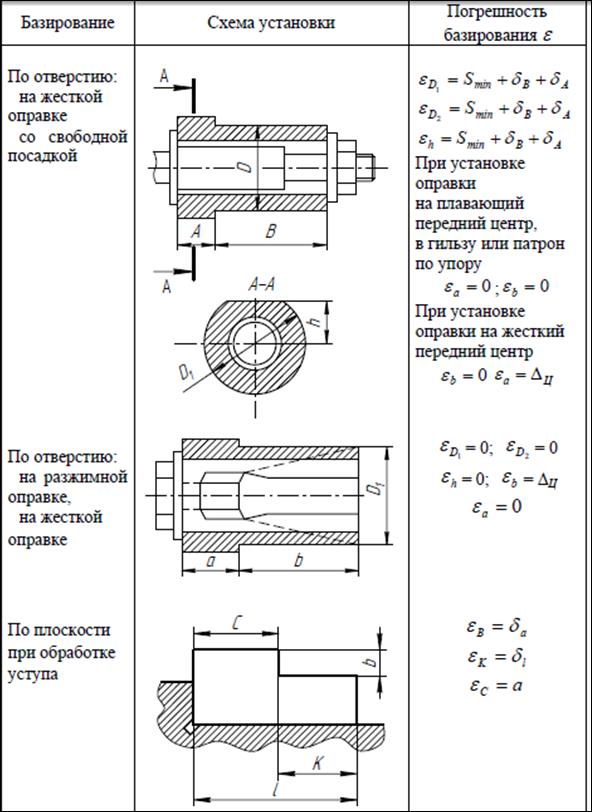
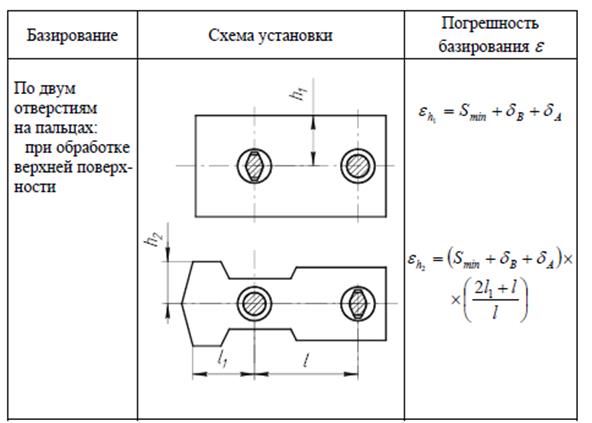
Погрешность базирования имеет место при несовпадении технологической и измерительной баз и зависит также от допуска и погрешности формы базовых поверхностей. В табл. 4.3 приводятся формулы для определения погрешности базирования при обработке заготовок в различных приспособлениях.
Таблица 4.3 Погрешность базирования при обработке в приспособлениях
Обозначения, используемые в табл. 4.3. εl – смещение оси отверстия относительно оси внешней поверхности; δD – допуск на диаметр внешней поверхности; Smin – минимальный гарантийный зазор; δB – допуск на размер оправки; δA – допуск на размер базового отверстия.
Погрешность закрепления εз возникает в результате смещения обрабатываемых поверхностей заготовок от действия зажимной силы. Значения погрешности закрепления заготовок приведены в табл. 4.4. Погрешность приспособления εпр является следствием неточности изготовления станочного приспособления, погрешности установки самого приспособления на станке и износа его рабочих поверхностей. К погрешности приспособления относится и погрешность индексации – поворота зажимных устройств при обработке заготовок на многопозиционных станках. За исключением последней составляющей, элементы погрешности приспособления часто трудно выявить как самостоятельные значения, поэтому их учитывают как входящими в погрешность закрепления. С учётом сказанного для однопозиционной обработки:
При обработке заготовок на многопозиционных станках для расчёта припуска под второй переход погрешность определяют по формуле:
где Ку – коэффициент уточнения (можно принимать Ку = 0,06); εуi−1 – погрешность установки на первом переходе; εинд – погрешность индексации поворотного устройства (поворотного стола, шпиндельного барабана, револьверной головки и т. д.), при расчётах можно принимать εинд = 0,05 мм. При последующих переходах остаточная погрешность установки мала, и ею можно пренебречь, а учитывать только погрешность индексации.
Таблица 4.4 Погрешность закрепления при установке заготовок В пневматическом патроне
Погрешность закрепления при установке заготовок
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-10; просмотров: 1002; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.121.242 (0.009 с.) |