
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Маркировка, нанесенная на режущее устройство
Маркировка, нанесенная на задней части режущего устройства [A], представляет собой следующее. 60 °.................Угол режущего устройства [B] 37,5Ø..............Наружный диаметр режущего устройства [C]
Порядок действий · Очистите тщательно область гнезда. · Покройте гнездо инженерной краской. · Вставьте под углом 45 ° режущее устройство в держатель и сдвиньте его на направляющие клапанов. · Надавите слегка на рукоятку и поверните вправо или влево. Затачивайте поверхность гнезда пока она не станет гладкой. ВНИМАНИЕ Не затачивайте гнездо слишком сильно. Чрезмерная заточка уменьшит клапанный зазор, потопив клапан в головку. Если клапан втапливается слишком глубоко в головку, произвести регулировку зазора станет невозможным в результате чего придется замененить головку цилиндра.
ВЕРХНЯЯ ЧАСТЬ ДВИГАТЕЛЯ Клапаны
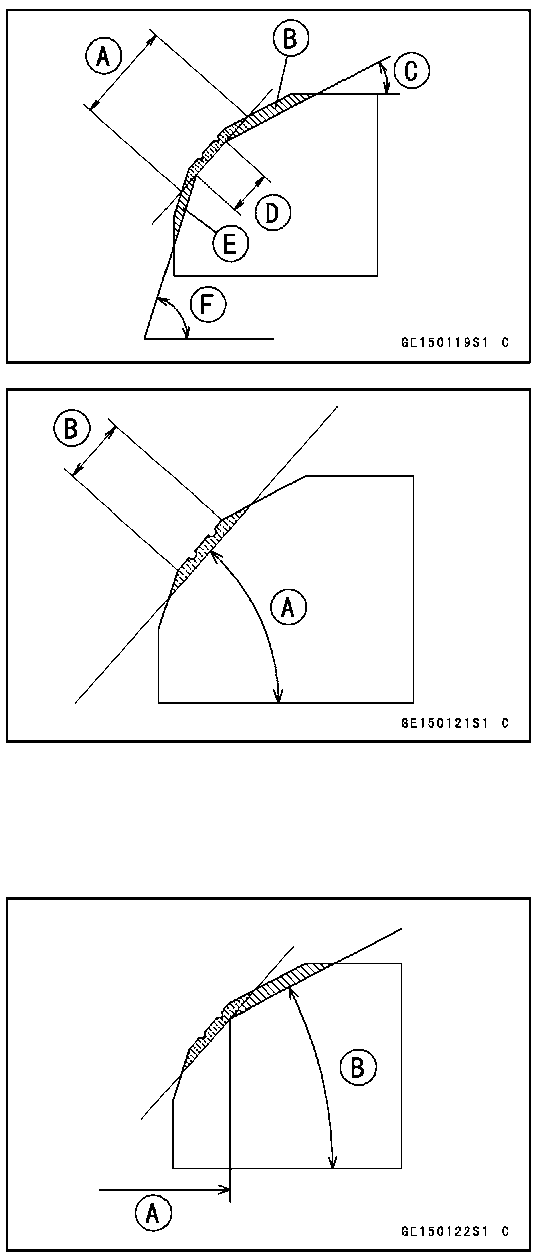
Объем земли под углом 32 ° [B] режущим устройством под углом 32 ° [C] Правильная ширина [D] Объем земли под углом 60° [E] режущим устройством под углом 60° [F]
· Измерьте наружный диаметр поверхности гнезда при помощи штангельциркуля с нониусом. ★ Если внешний диаметр поверхности гнезда слишком мал, повторите заточку под углом 45 ° [A], пока диаметр не станет в пределах указанного диапазона. Оригинальная поверхность гнезда [B] ПРИМЕЧАНИЕ o Удалите дефектный питтинг с поверхности земли под углом 45 °. o После заточки режущим устройством под углом 45 °, применяют тонкий слой инженерной краски к поверхности гнезда. Это помогает дифференцировать поверхности гнезд и облегчить операцию заточки под углами 32 ° и 60 °. o При замене направляющих клапанов, не забудьте произвести заточку под углом 45° при помощи режущего устройства для достижения лучшего контакта и центрирования. ★ Если внешний диаметр [A] поверхности гнезда слишком велик, произведите заточку под углом 32° как описано ниже. ★ Если внешний диаметр поверхности гнезда находится в пределах указанного диапазона, измерьте ширину гнезда как описано ниже. · Заточите гнездо под углом 32 ° [B], пока внешний диаметр гнезда не станет в пределах указанного диапазона.
o Для проведения заточки под углом в 32 °, вставьте под углом 32 ° режущее устройство в держатель и сдвиньте его на направляющую клапанов. Проворачивайте держатель в один оборот за раз, удерживая его чуть-чуть нажатым. Проверяйте гнездо после каждого проворота. ВНИМАНИЕ Под углом 32 ° режущее устройство удаляет материал очень быстро. Почаще проверяйте наружный диаметр гнезда, чтобы избежать чрезмерной заточки. После проведения заточки под углом 32 °, вернитесь к измерению наружного диаметра гнезда на шаг выше. · Для измерения ширины гнезда, используйте штангельциркуль с нониусом, чтобы измерить угловую ширину части гнезда под углом 45 °в нескольких местах вокруг самого гнезда. ★ Если ширина гнезда слишком мала, повторите заточку под углом 45°, пока гнездо не станет немного шире, а затем вернитесь к измерению наружного диаметра гнезда на шаг выше. ВЕРХНЯЯ ЧАСТЬ ДВИГАТЕЛЯ 5-37 Клапаны
★Если ширина гнезда находится в пределах указанного диапазона, проведите притирку клапана к гнезду как описано ниже. · Заточите гнездо под углом 60°, пока ширина гнезда не станет в пределах указанного диапазона. o Для проведения заточки под углом в 60°, вставьте под углом 60° режущее устройство в держатель и сдвиньте его на направляющую клапанов. o Проверните держатель, удерживая его слегка нажатым. o После проведения заточки под углом 60°, вернитесь к измерению ширины гнезда на шаг выше. Правильная ширина [B]
· Проведите притирку клапана к гнезду, после того, как ширина гнезда и его наружный диаметр будут в пределах диапазона, указанного выше. o Поместите немного грубого притирочного материала на лицевой стороне клапана в ряде мест вокруг головки клапана. o Закручивайте клапан в гнездо до тех пор, пока притирочный материал не сделает поверхность гнезда и клапана гладкой и хорошо прилегающий. o Повторите процесс с тонким притирочным материалом. [A] Притирочный станок · Область гнезда должна быть отмечена по середине лицевой стороны клапана.
★ Если область гнезда находится на ненадлежащем месте на клапане, убедитесь в правильности в части клапана. Если это так, то, возможно, он был слишком повернут; замените его. · Перед сборкой убедитесь, что притирочный материал удален полностью. · Когда двигатель будет собран, не забудьте настроить клапанный зазор (см. Регулировка зазоров клапанов в главе Плановое техническое обслуживание).
ВЕРХНЯЯ ЧАСТЬ ДВИГАТЕЛЯ Клапаны
|
||||||
|
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 177; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.98.13 (0.007 с.) |
 Увеличенная ширина [A] взаимодействия путем механической обработки режущим устройством под углом 45 °
Увеличенная ширина [A] взаимодействия путем механической обработки режущим устройством под углом 45 ° ★Если ширина гнезда слишком большая, проведите заточку под углом в 60 ° [A] как описано ниже.
★Если ширина гнезда слишком большая, проведите заточку под углом в 60 ° [A] как описано ниже.



