Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обшие сведения о металургии и машиностроительном произведствеСтр 1 из 11Следующая ⇒
Введение вводные понятия тихника-бобщающее наименование технических средств (устройств). Понятие техники охватывает технические изделия, ранее не существовавшие в природе и изготовленные человеком для осуществления какой-либо деятельности — машины, механизмы, оборудование,аппараты, приспособления, инструменты, приборы и т. д. — а также системы взаимосвязанных технических устройств (в частности, агрегаты, установки[1] и строительные сооружения). Технология (от др.-греч. τέχνη — искусство, мастерство, умение; λόγος — «слово», «мысль», «смысл», «понятие») — совокупность методов и инструментов для достижения желаемого результата[1]; в широком смысле — применение научного знания для решения практических задач[1][2]. Конструкционные материалы — материалы, из которых изготавливаются различные конструкции, детали машин, элементы сооружений, воспринимающих силовую нагрузку. Определяющими параметрами таких материалов являются механические свойства, что отличает их от других технических материалов (оптических, изоляционных, смазочных, лакокрасочных, декоративных, абразивных и др. Обшие сведения о металургии и машиностроительном произведстве Металлургия представляет собой одну из отраслей промышленности. Она включает в себя такие направления, как сварка металлов, их обработка в горячем и холодном состоянии, производство металлов и сплавов, нанесение покрытий, имеющих в своем составе металл. Согласно основной классификации выделяют черную и цветную металлургию. Металлургия включает в себя следующие производственные процессы: выпуск стали, проката, чугунно-доменное производство, производство металлических корпусов. Машинострое́ние — отрасль обрабатывающей промышленности по производству всевозможных машин и оборудования, изготовляющая средства производства. Производственный процесс изготовления машин представляет собой совокупность технологических и экономических процессов, в результате которых исходные материалы, полуфабрикаты преобразуются в заготовки с последующей их обработкой с целью получения готовых изделий — деталей машин. Из сборочных единиц и деталей машин путем сборки получают конечную продукцию машиностроения — средства производства.
Процесс изготовления машин на машиностроительном предприятии подразделяется на основное, вспомогательное и обслуживающее производство.
Деталь и заготовка. припуск и напуск. основные способы получения заготовок.
ДЕТАЛЬ — готовое изделие, идущее непосредственно на сборку; ЗАГОТОВКА — полуфабрикат, предназначенный для дальнейшей обработки с целью получения готовой детали. ПРИПУСКОМ «Z» называют слой металла на поверхности заготовки, предназначенный для удаления при последующей механической обработке с целью получения заданных свойств обработанной поверхности детали. Чем меньше величина припуска, тем меньший объем металла заготовки переводится в стружку. Существуют ДВА СПОСОБА ОПРЕДЕЛЕНИЯ ПРИПУСКА: 1. ТАБЛИЧНЫЙ СПОСОБ. Применяют в мелкосерийном производстве. Припуск назначают по справочным таблицам ГОСТов независимо от маршрута технологического процесса механической обработки детали. 2. РАСЧЕТНО-АНАЛИТИЧЕСКИЙ. Суммарную величину припуска на заготовке определяют путем последовательного «наслаивания» на размер готовой детали операционных припусков на механическую обработку. НАПУСКОМ называют ДОПОЛНИТЕЛЬНЫЙ ОБЪЕМ МЕТАЛЛА ЗАГОТОВКИ (рис. 1.3), упрощающий ее конфигурацию (заполненные отверстия I, местные углубления 2, переходы и уступы 3), связанный с технологическими особенностями ее изготовления (литейные и штамповочные уклоны 4, радиусы галтелей 5) или вызванный ее не кратностью 6 при раскрое. ИСХОДНАЯ ЗАГОТОВКА — это продукт металлургического передела (слиток прокат, расплав), поступающий на первую технологическую операцию заготовительного передела. В случае получения заготовок литьем (рис. 1.4) жидкий металл, РАСПЛАВ, ЗАЛИВАЮТ в заранее приготовленную ЛИТЕЙНУЮ ФОРМУ, соответствующую по конфигурации и размерам готовой детали, но с учетом припусков и напусков. После затвердевания металла получается изделие, называемое ОТЛИВКОЙ. ПРОКАТКА — процесс получения машиностроительных профилей и фасонных изделий путем пластической деформации металла между вращающимися валками прокатного стана Точность получения изделий из проката показана в приложении 3 (см. с. 90).
2. ПРЕССОВАНИЕ (рис. 1.10, а) — процесс получения машиностроительных профилей путем ВЫДАВЛИВАНИЯ металла из замкнутой полости через ПРОФИЛИРУЮЩЕЕ отверстие. Применяют три схемы прессования: прямое, обратное и комбинированное. ПРОДУКЦИЯ ПРЕССОВАНИЯ - прутки различного поперечного сечения, трубы гладкие и ребристые из труднодеформируемых высоколегированных сталей и сплавов на основе алюминия, магния и вольфрама; 3. ВОЛОЧЕНИЕ — процесс отделочной обработки машиностроительных профилей путем ПРОТЯГИВАНИЯ металла через КАЛИБРУЮЩЕЕ отверстие. Всегда без нагрева. ПРОДУКЦИЯ ВОЛОЧЕНИЯ - прутки различного поперечного сечения, трубы и проволока из цветных сплавов и стали. 4. КОВКА — процесс получения фасонных изделий путем целенаправленного многократного и последовательного деформирования нагретой исходной заготовки с помощью универсального подкладного инструмента (прошивни, обжимки, оправки, топоры) между бойками молота или пресса
Основные свойства металлов и сплавов Физические свойства. К этим свойствам относятся: цвет, удельный вес, теплопроводность, электропроводность, температура плавления, расширение при нагревании. Цвет металла или сплава является одним из признаков, позволяющих судить о его свойствах. При нагреве по цвету поверхности металла можно примерно определить, до какой температуры он нагрет, что особо важно для сварщиков. Однако некоторые металлы (алюминий) при нагреве не меняют цвета. Механические свойства. К механическим свойствам металлов и сплавов относятся прочность, твердость, упругость, пластичность, вязкость. Эти свойства обычно являются решающими показателями, по которым судят о пригодности металла к различным условиям работы. Прочность - способность металла сопротивляться разрушению при действии на него нагрузки. Твердость — способность металла сопротивляться внедрению в его поверхность другого более твердого тела. Упругость — свойство металла восстанавливать свою форму и размеры после прекращения действия нагрузки. Высокой упругостью должна обладать, например, рессоры и пружины, поэтому они изготовляются из специальных сплавов. Пластичность — способность металла изменять форму и размеры под действием внешней нагрузки и сохранять новую форму и размеры после прекращения действия сил. Пластичность — свойство, обратное упругости. Чем больше пластичность, тем легче металл куется, штампуется, прокатывается. Технологические свойства. В эту группу свойств входят свариваемость, жидкотекучесть, ковкость, обрабатываемость резанием и другие. Технологические свойства имеют весьма важное значение при производстве тех или иных технологических операций и определяют пригодность металла к обработке тем или иным способом. Свариваемость — свойство металлов давать доброкачественные соединения при сварке, характеризующиеся отсутствием трещин и других пороков металла в швах и прилегающих зонах, причем иногда металл хорошо сваривается одним методом и неудовлетворительно— другим. Например, дюралюминий удовлетворительно сваривается точечной сваркой и плохо — газовой, чугун хорошо сваривается газовой сваркой с подогревом и плохо — дуговой и т. д.
Жидкотекучесть — способность расплавленных металлов и сплавов заполнять литерную форму. Ковкость — способность металлов и сплавов изменять свою форму при обработке давлением. Литейное производство. сущность литейного производства. Маркировка сталей. СЧ15 – серый чугун, временное сопротивление при растяжении 150Мпа. 2.КЧ45-7– ковкий чугун, временное сопротивление прирастяжении 450Мпа, относительное удлинение 7%. 3.ВЧ70 – высокопрочный чугун, временное сопротивление при растяжении 700 МПА 4.АЧВ – 2 – антифрикционный высокопрочный чугун, номер 2. 5.ЧН20Д2ХШ – жаропрочный высоколегированный чугун, содержащий никеля 20%, 2% меди, 1% хрома, остальное – железо, углерод, форма графита – шаровидная 6.ЧС17 – коррозионностойкий кремниевый чугун, содержащий 17% кремния, остальное –железо,углерод. Конструкционные стали – стали, предназначенные для изготовления различных деталей, узлов механизмов и конструкций. Инструментальные стали – стали, применяемые для обработки материалов резанием или давлением, а также для изготовления измерительного инструмента Специальные стали — это высоколегированные (свыше 10%) стали, обладающие особыми свойствами - коррозионной стойкостью, жаростойкостью, жаропрочностью, износостойкостью и др БСТ2кп – сталь конструкционная углеродистая обыкновенного качества, группы Б, поставляемая с гарантированным химическим составом, номер 2, кипящая. 2. СТ5Гпс – сталь конструкционная обыкновенного качества, группы, поставляемая с гарантированными механическими свойствами, номер 5, содержание марганца до 1%, полуспокойная. 3. ВСт3сп - сталь конструкционная углеродистая обыкновенного качества, группы В, поставляемая с гарантированным химическим составом и механическими свойствами, номер 3, спокойная. Получение чугуна Флюсы необходимы для удаления из доменной печи тугоплавкой пустой породы и золы топлива. На их основе образуется доменный шлак, который в жидком состоянии удаляется из печи. Флюсы выбирают в зависимости от химического состава пустой породы руды. В отечественных железных рудах в пустой породе содержится большое количество SiO2. Поэтому в качестве флюса используют материалы с повышенной щелочностью, к которым относится известняк CaСO3. С его помощью можно снизить содержание в металле серы, которая переходит в него из кокса и железной руды. Для выплавки чугуна в доменных печах используют железные руды, топливо и флюсы. Железные руды содержат железо в виде оксидов Fe3O4 и
Fe2O3, гидроокисей Fe2O3 · Н2О, карбонатов FeСO3 и др., а также пустую породу, состоящую из SiO2, Al2O3, MgO и др. По мере нагревания и протекания физико-химических процессов плавки из шихты образуется чугун. Он стекает в нижнюю часть печи, откуда периодически удаляется, а сверху через загрузочное устройство в печь подаются новые порции шихты. При температуре 1000–1100 °С восстановленное твердое железо, взаимодействуя с оксидом углерода и коксом, интенсивно растворяет углерод и расплавляется. Это происходит на уровне распара и заплечиков (рис. 3.1). Капли железоуглеродистого сплава (чугуна), стекая по кускам кокса, продолжают насыщаться углеродом до 4,3 %, марганцем, кремнием, фосфором, которые также восстанавливаются из руды при этой температуре. Получение стали Кричный процесс. Сущность кричного способа переработки чугуна заключается в том, что чугун расплавляют и перемешивают в горне со шлаками, богатыми окислами железа; под действием кислорода шлаков и дутья углерод, кремний и марганец выгорают. Вследствие уменьшения примесей температура плавления металлической массы повышается и она густеет. Осевшую на поду горна металлическую массу выворачивают и подвергают вторичному плавлению. В результате на дне горна получается ком из спекшихся зерен железа, называемый крицей. Крицу извлекают из горна и проковывают для придания ей требуемой формы и отжатия застрявшего в порах жидкого железистого шлака. Пудлинговый процесс. Пудлинговый способ передела чугуна в сталь является наиболее старым после кричного. Сущность зтого способа заключается в том, что чугун расплавляют в отражательных печах, подина которых изготовлена из шлаков, богатых окислами железа. В результате воздействия окислов железа и кислорода, содержащегося в печных газах, углерод и другие примеси выгорают из чугуна. Важным отличием пудлингового процесса от кричного является то, что в пудлинговом процессе топливо сжигается в отдельной топке, не смешиваясь с металлом, и потому чистота топлива не имеет решающего значения. Пудлинговый процесс изобретен в конце XVIII в. и был до второй половины XIX в. почти единственным способом переработки чугуна в заводском масштабе. В настоящее время пудлинговый способ вытеснен конвертерным и способом производства литой стали в пламенных регенераторных печах.
Мартеновский процесс. С расширением области применения стали начали накапливаться запасы стального лома, и все настойчивее становился вопрос о способе его переплавки. Конвертеры для этой цели неприменимы вследствие того, что они приспособлены для переработки лишь жидкого чугуна, а пудлинговые печи оказывались непригодными вследствие слишком низкой рабочей температуры. Задача была разрешена в 1865 г. французами Пьером и Эмилем Мартен, которые воспользовались этой цели регенераторной печью Сименса, применяемой в стекольном производстве.
Литьё под давлением Литьё металлов под давлением — способ изготовления отливок, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму, сплав под высоким давлением от 7 до 700 МПа формируется в нужную форму. Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей. Изделия могут быть массой от десятков граммов до десятков килограммов. 14 сушность обработки металов давлением. Обработка металлов давлением — технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал. Если при упругих деформациях деформируемое тело полностью восстанавливает исходные форму и размеры после снятия внешних сил, то при пластических деформациях изменение формы и размеров, вызванное действием внешних сил, сохраняется и после прекращения действия этих сил. Упругая деформация характеризуется смещением атомов относительно друг друга на величину, меньшую межатомных расстояний, и после снятия внешних сил атомы возвращаются в исходное положение. При пластических деформациях атомы смещаются относительно друг друга на величины, больше межатомных расстояний, и после снятия внешних сил не возвращаются в своё исходное положение, а занимают новые положения равновесия. Холодная штамповка как технология известна достаточно давно. Ещё в конце первого тысячелетия древнерусские мастера стали применять метод холодной штамповки для производства металлической посуды. Саму холодную штамповку отличает достаточно высокое качество получаемых изделий, высокая скорость их изготовления, а также низкая цена на само изделие — разумеется, как уже было отмечено, при массовом их производстве. Холодная штамповка заключается в механическом воздействии штампа в процессе прессования листов металла, итогом которого получаются готовые изделия. Таким образом, сам штамп выступает в роли технологической насадки для прессовального механизма, его можно использовать только для одной операции.Приветное (Алушта) Кроме того, операции холодной штамповки легко поддаются автоматизации, в том числе могут проводиться с помощью промышленных роботов, что способно сделать производство методом холодной штамповки ещё более выгодным. Холодная штамповка технологически подразделяется на два основных вида. Первый — это операции разделительные. Наименование операции зависит от контура разделения. Если разделение происходит по незамкнутому контуру, это операции резки, если по замкнутому контуру: операции пробивки (различные отверстия) и вырубки (различные плоские детали, например, круглой формы в плане). Второй тип операций — операции формоизменения: гибка, вытяжка, формовка, а если исходная заготовка труба — раздача и обжим. Иногда операции двух типов объединяют — например, производят одновременно вытяжку и рубку или гибку и обрезку. В таком случае применяются так называемые комбинированные штампы. Для операций холодной штамповки необходимо использовать металлы и сплавы, которые обладают гибкостью, пластичностью, а также дешевизной. 15,нагрев перед обработкой давлением. график нагрева, перегрев, пережог температурный интервал. Металлы и сплавы перед обработкой давлением нагревают до определенной температуры для повышения их пластичности и уменьшения сопротивления деформации. Эту температуру называют температурой начала горячей обработки давлением Температурный интервал обработки давлением выбирают с учетом диаграммы состояния сплавов. Сталь следует деформировать в определенном интервале температур, расположенном на диаграмме выше точки А3 и ниже температуры начала плавления. Кроме того, окисление границ зерен кислородом, содержащимся в рабочем пространстве печи, ведет к образованию между зернами хрупкой оксидной пленки и вызывает явление, называемое пережогом и сопровождающееся полной потерей пластичности. Пережог — неисправимый брак. Структура становится крупнозернистой, и происходит понижение ее пластических свойств. Это явление называется перегревом. Его считают дефектом, который в большинстве случаев можно устранить отжигом или нормализацией. Однако для некоторых сталей (например, хромоникелевых) исправление перегретого металла сопряжено со значительными трудностями и простой отжиг оказывается недостаточным. 16. изготовление машиностроительных профилей. прокатка. Волочение, пресование. Машиностроительные профили – длиномерные изделия (у которого один размер – длина значительно больше поперечных размеров) с определенной формой поперечного сечения. Данные о группе профилей, различающихся формой и размерами, называют сортаментом. Весь сортамент машиностроительных профилей, получаемых обработкой давлением, можно разделить на четыре основные группы: сортовые профили, листовой металл, трубы и периодические профили. Производство прокатанных профилей Прокатке подвергают до 90% всей выплавляемой стали и большую часть цветных металлов. При прокатке металл пластически деформируется вращающимися валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. Кроме наиболее распространенного вида прокатки - продольной (рис. 3.4,6) выделяют еще два вида - поперечную и поперечно-винтовую. При поперечной прокатке (рис. 24, а) валки 1, вращаясь в одном направлении, придают вращение заготовке 2 и деформируют ее. При поперечно-винтовой прокатке (рис. 24,б) валки 1 расположены под углом и сообщают заготовке 2 при деформировании вращательное и поступательное движение. При прокатке бесшовных труб первой операцией является прошивка – образование отверстия в слитке или круглой заготовке. Эту операцию выполняют в горячем состоянии на прошивных станах. Наибольшее применение получили прошивные станы с двумя бочкообразными валками, оси которых расположены под небольшим углом (5-15°) друг к другу (см. рис. 24, б). Оба валка 1 вращаются в одном направлении, т. е. в данном случае используется принцип поперечно-винтовой прокатки. Благодаря такому расположению валков заготовка 2 получает одновременно вращательное и поступательное движение. При этом в металле возникают радиальные растягивающие напряжения, которые вызывают течение металла от центра в радиальном направлении, образуя внутреннюю полость, и облегчают прошивку отверстия оправкой 3, устанавливаемой на пути движения заготовки. Производство прессованных профилей При прессовании металл выдавливается из замкнутой полости через отверстие, соответствующее сечению прессуемого профиля.Этим процессом изготовляют не только сплошные профили, но и полые (рис. 27). В этом случае в заготовке необходимо предварительно получить сквозное отверстие. Часто отверстие прошивают на том же прессе. В процессе прессования при движении пуансона 1 с пресс-шайбой 5 металл заготовки 2 выдавливается в зазор между матрицей 3 и иглой 4. Прессование по рассмотренным схемам называется прямым. Значительно реже применяют обратное прессование, схема деформирования которого аналогична схеме обратного выдавливания (см. рис. 27, а). Волоче́ние — обработка металлов давлением, при которой изделия (заготовки) круглого или фасонного профиля (поперечного сечения) протягиваются через круглое или фасонное отверстие, сечение которого меньше сечения заготовки. В результате площадь поперечного сечения заготовки уменьшается, а длина увеличивается. Волочение широко применяется в производстве металлических прутков, проволоки, труб и других изделий. Производится на волочильных станках, основными частями которых являются волоки и устройства для протяжки заготовки. Плазменная струя
28) Газовая сварка. Строение пламени, температура, реакции в зонах.
Билет 29 Газовая резка 29 ) Газовая резка Кислородная резка основана на сгорании металла в струе технически чистого кислорода. Металл при резке нагревают пламенем, которое образуется при сгорании какого-либо горючего газа в кислороде. Кислород, сжигающий нагретый металл, называют режущим. В процессе резки струю режущего кислорода подают к месту реза отдельно от кислорода, идущего на образование горючей смеси для подогрева металла. Процесс сгорания разрезаемого металла распространяется на всю толщину, образующиеся окислы выдуваются из места реза струёй режущего кислорода.
Резка может осуществляться вручную или машинным способом, выполняемым на полуавтоматах и автоматах. Схема процесса разделительной газокислородной резки представлена на рис. 1 Смесь кислорода с горючим газом выходит из подогревательного мундштука резака и сгорает, образуя подогревательное пламя. Этим пламенем металл нагревается до температуры начала его горения. После этого по осевому каналу режущего мундштука подается струя режущего кислорода. Кислород попадает на нагретый металл и зажигает его. При его горении выделяется значительное количество теплоты, которое совместно с теплотой, выделяемой подогревательным пламенем, передается нижележащим слоям металла, которые также сгорают. Образующиеся при этом шлаки (оксиды железа и т.д.) выдуваются струей режущего кислорода из зазора между кромками реза. Для проведения кислородной резки металл должен удовлетворять следующим требованиям:
Билет 30 Лазерная сварка При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора - лазера. Основные элементы лазера - это генератор накачки и активная среда. По активным средам различают твердотельные, газовые и полупроводниковые лазеры. В твердотельных лазерах (рис. 1) в качестве активной среды чаще всего применяют стержни из розового рубина - окиси алюминия А12О3 с примесью ионов хрома Сг3+ (до 0,05 %). Выходная мощность твердотельных лазеров достигает 107 Вт при сечении луча менее 1 см2. В фокусе достигается громадная концентрация энергии, позволяющая получать температуру до миллиона градусов.
При работе в импульсном режиме существенный недостаток твердотельного лазера - низкий КПД (0,01...2,0 %). Более высокую мощность и больший КПД обеспечивают лазеры, работающие в непрерывном режиме, например твердотельный лазер на алюмоит-триевом гранате, активированном атомами неодима (приблизительно 1 %). Еще более высокий КПД и мощность у газовых лазеров. В качестве активной среды в них применяют чаще всего СО2или смесь газов, генераторами накачки могут служить искровые разрядники или электронный луч. Типичная конструкция газового лазера - это заполненная газом трубка, ограниченная с двух сторон строго параллельными зеркалами: непрозрачным и полупрозрачным (рис. 2). В результате электрического разряда между введенными в трубку электродами возникают быстрые электроны, которые возбуждают газовые молекулы. Возвращаясь в стабильное состояние, эти молекулы образуют кванты света так же, как и в твердотельном лазере. Газовые лазеры могут работать в непрерывном режиме. Для сварки используют твердотельные и газовые лазеры импульсного и непрерывного действия.
Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, здесь не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Основные энергетические характеристики процесса лазерной сварки - это плотность Е мощности лазерного излучения и длительность t его действия. При непрерывном излучении t определяется продолжительностью времени экспонирования, а при импульсном - длительностью импульса. Превышение верхнего предела Е вызывает интенсивное объемное кипение и испарение металла, приводящее к выбросам металла и дефектам шва. На практике лазерную сварку ведут при Е=106...107 Вт/см2. При Е < 105 Вт/см2 лазерное излучение теряет свое основное достоинство - высокую концентрацию энергии. Изменение Е и t позволяет сваривать лазерным лучом различные конструкционные материалы с толщиной от нескольких микрометров до десятков миллиметров.
Детали малой толщины можно сваривать также газовыми и твердотельными лазерами непрерывного действия мощностью до 1 кВ-А. Лучше всего формируется шов при стыковом соединении тонких деталей. Однако при сборке таких соединений под лазерную сварку предъявляются более жесткие требования: должен быть обеспечен минимальный и равномерный зазор в стыке и практически полное отсутствие смещения кромок. При лазерной сварке с глубоким проплавлением металл шва защищают от окисления, подавая через сопло в зону сварки защитный газ. Применяют специальные сопла (рис. 6). Для сварки алюминия, титана и других высокоактивных металлов требуется дополнительная защита корня шва. Для защиты используют те же газы, что и при дуговой сварке, чаще это аргон, гелий или их смеси. Защитные газы влияют на эффективность проплавления: чем выше потенциал ионизации и теплопроводность газа, тем она больше. Качественную защиту можно обеспечить при расходе гелия 0,0005...0,0006 м3/с, аргона 0,00015...0,0002 м3/с, смеси, состоящей из 50 % аргона и 50 % гелия, - 0,00045...0,0005 м3/с. Для защиты зоны лазерной сварки можно использовать флюсы такого же состава, что и при дуговой сварке. Применяют их в виде обмазок, наносимых на свариваемые кромки.
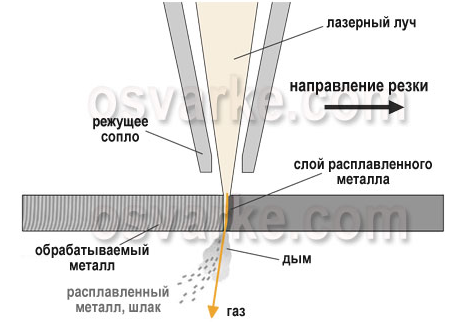
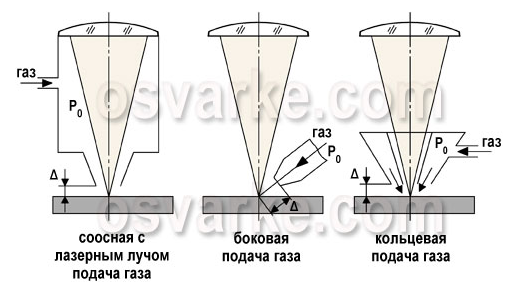
Билет 31 Лазерная резка Лазерная резка — технология резки и раскроя материалов, использующая лазер высокой мощности и обычно применяемая на промышленных производственных линиях. Сфокусированный лазерный луч, обычно управляемый компьютером, обеспечивает высокую концентрацию энергии и позволяет разрезать практически любые материалы независимо от их теплофизических свойств. В процессе резки, под воздействием лазерного луча материал разрезаемого участка плавится, возгорается, испаряется или выдувается струей газа. При этом можно получить узкие резы с минимальной зоной термического влияния. Лазерная резка отличается отсутствием механического воздействия на обрабатываемый материал, возникают минимальные деформации, как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого лазерную резку, даже легкодеформируемых и нежестких заготовок и деталей, можно осуществлять с высокой степенью точности. Благодаря большой мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством поверхностей реза. Легкое и сравнительно простое управление лазерным излучением позволяет осуществлять лазерную резку по сложному контуру плоских и объемных деталей и заготовок с высокой степенью автоматизации процесса. Лазерная резка осуществляется путём сквозного прожига листовых металлов лучом лазера. Такая технология имеет ряд очевидных преимуществ перед многими другими способами раскроя: Отсутствие механического контакта позволяет обрабатывать хрупкие и легко деформирующиеся материалы; Обработке поддаются материалы из твёрдых сплавов Возможна высокоскоростная резка тонколистовой стали; При выпуске небольших партий продукции целесообразнее провести лазерный раскрой материала, чем изготавливать для этого дорогостоящие пресс-формы или формы для литья; Для автоматического раскроя материала достаточно подготовить файл рисунка в любой чертёжной программе и перенести файл на компьютер установки, которая выдержит погрешности в очень малых величинах. Таким образом, возможны два механизма лазерной резки – плавлением и испарением. Однако последний механизм требует высоких энергозатрат и осуществим лишь для достаточно тонкого металла. Поэтому на практике резку выполняют плавлением. При этом в целях существенного сокращения затрат энергии, повышения толщины обрабатываемого металла и скорости разрезания применяется вспомогательный газ, вдуваемый в зону реза для удаления продуктов разрушения металла. Обычно в качестве вспомогательного газа используется кислород, воздух, инертный газ или азот. Такая резка называется газолазерной.
кислород при газолазерной резке выполняет тройную функцию:
Виды пайки
|
||||||||||
|
|
Последнее изменение этой страницы: 2016-07-16; просмотров: 317; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.88.249 (0.079 с.) |

 Окалина имеет большую твердость, чем разогретый металл, поэтому износ инструмента возрастает почти в два раза. Окалина ухудшает качество поверхности; толщина ее достигает 1,5...2 мм, что заставляет увеличивать припуски на последующую механическую обработку.
Окалина имеет большую твердость, чем разогретый металл, поэтому износ инструмента возрастает почти в два раза. Окалина ухудшает качество поверхности; толщина ее достигает 1,5...2 мм, что заставляет увеличивать припуски на последующую механическую обработку.
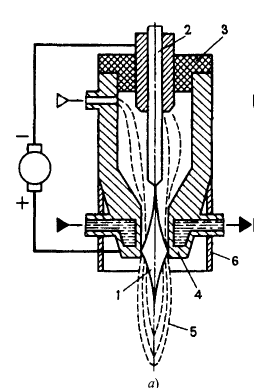
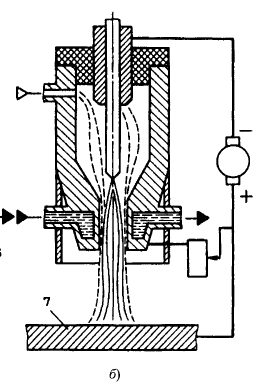

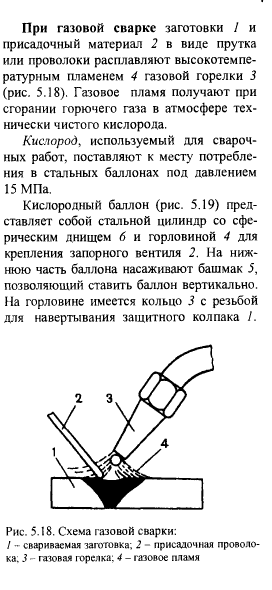
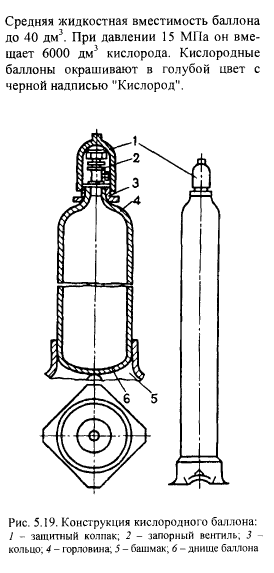
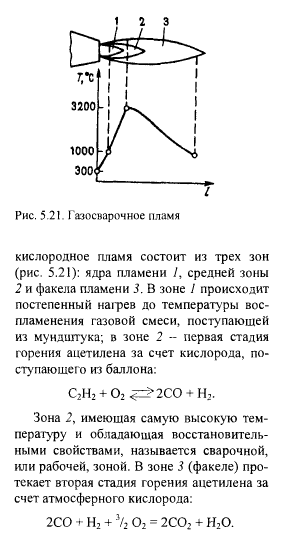
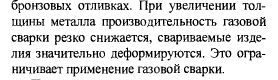
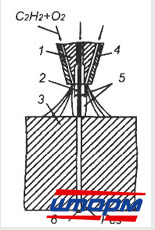 Рис. 1 Схема процесса газокислородной резки:
Рис. 1 Схема процесса газокислородной резки: 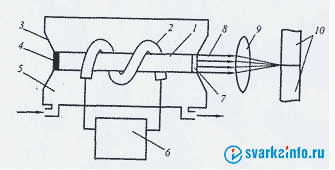 Р ис. 1. Схема твердотельного лазера:
Р ис. 1. Схема твердотельного лазера: 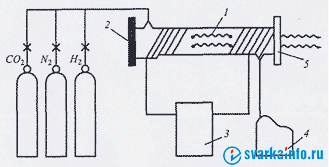 Рис. 2. Схема газового лазера:
Рис. 2. Схема газового лазера: 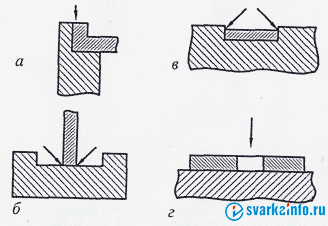 Рис. 3. Сварные соединения деталей разной толщины:
Рис. 3. Сварные соединения деталей разной толщины: 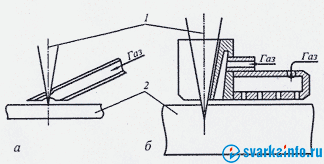 ис. 6. Схемы защитных сопел:
ис. 6. Схемы защитных сопел: