
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Суммарные отклонения формы и расположения поверхностей
Название «суммарные» такие отклонения получили потому, что их влияние на эксплуатационные свойства деталей обусловлено одновременно отклонениями и формы, и расположения. На радиальное биение оказывают влияние отклонение от круглости профиля рассматриваемого сечения и отклонение его центра относительно базовой оси, на торцовое биение влияют отклонение от плоскостности рассматриваемой поверхности и отклонение от ее перпендикулярности относительно базовой оси. Суммарным отклонением формы и расположения называют отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемой поверхности или профиля относительно заданных баз. Стандартом установлено семь видов суммарных отклонений: радиальное биение, торцовое биение; биение в заданном направлении; полное радиальное биение; полное торцовое биение; отклонение формы заданного профиля; отклонение формы заданной поверхности.
Радиальное биение - разность D наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении плоскостью, перпендикулярной базовой оси (рис. 1.37).
Торцовое биение - разность D наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси (рис. 1.38).
Биение в заданном направлении - разность D наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление до вершины этого конуса (рис. 1.39).
Полное радиальное биение - разность D наибольшего и наименьшего расстояний от всех точек реальной поверхности в пределах нормируемого участка до базовой оси (рис. 1.40).
Полное торцовое биение - разность D наибольшего и наименьшего расстояний от точек всей торцовой поверхности до плоскости перпендикулярной базовой оси (рис. 1.41).
Отклонение формы заданного профиля - наибольшее отклонение D точек реального профиля от номинального профиля, определяемое по нормали к номинальному профилю в пределах нормируемого участка (рис. 1.42).
Отклонение формы заданной поверхности - наибольшее отклонение D точек реальной поверхности от номинальной, определяемое по нормали к номинальной поверхности в пределах нормируемого участка (рис. 1.43).
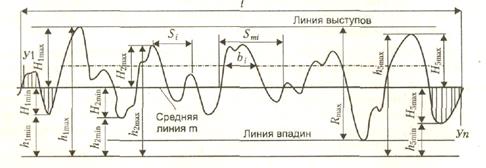
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ. ОСНОВНЫЕ ПОНЯТИЯ. Шероховатостью поверхности называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины. Рассматриваемые микронеровности образуются в процессе механической обработки путем копирования формы режущих инструментов, пластической деформации поверхностного слоя деталей под воздействием обрабатывающего инструмента, трения его о деталь, вибраций и т.д. Шероховатость поверхностей деталей оказывает существенное влияние на износостойкость, усталостную прочность, герметичность и другие эксплуатационные свойства. Шероховатость поверхности в виде профилограммы на рис. 1.44.
Рис. 1.44. Профилограмма поверхности
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) ее рассматривают в пределах ограниченного участка, длина которого называется базовой длиной L. Базовая длина L нормируется в зависимости от параметров шероховатости в пределах ряда: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25, т.е. чем больше микронеровности, тем больше базовая длина. Линия, на которой выделяется совокупность поверхностных неровностей, называется базовой линией. Базовая линия - это линия заданной геометрической формы, проведенная определенным образом относительно профиля и служащая для оценки геометрических параметров поверхностных неровностей. Вид этой линии зависит от вида поверхности элемента детали. Таким образом, базовая линия поверхности элемента детали имеет форму линии номинального профиля и расположена эквидистантно этому профилю. В качестве базовой линии при оценке поверхностных неровностей используется средняя линия, которая является базой для отсчета отклонения профиля.
ПАРАМЕТРЫ ШЕРОХОВАТОСТИ. 1. Среднее арифметическое отклонение профиля Ra - среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
где l - базовая длина; n - число выбранных точек профиля на базовой длине; у - расстояние между любой точкой профиля и средней линией (отклонение профиля).
2. Высота неровностей профиля по десяти точкам Rz - сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины:
где Himax, Himin определяются относительно средней линии; hjmax, himin - относительно произвольной прямой, параллельной средней линии и не пересекающей профиль.
3. Наибольшая высота неровностей профиля Rmax - расстояние между линией
4. Средний шаг неровностей профиля Sm - среднее арифметическое значение где Smi - шаг неровностей профиля, равный длине отрезка средней линии, заключенного между точками пересечения смежных выступов и впадин профиля со средней линией.
5. Средний шаг неровностей профиля по вершинам S - среднее арифметическое
где Si - шаг неровностей профиля, равный длине отрезка средней линии, заключенного между проекциями на нее наивысших точек двух соседних местных выступов профиля.
6. Относительная опорная длина профиля tp - отношение опорной длины профиля к базовой длине: где hp - опорная длина профиля - сумма длин отрезков отсекаемых на заданном уровне в материале профиля линией, эквидистантной средней линии т в пределах базовой длины.
Из перечисленных параметров шероховатости наиболее часто применяют параметры Ra и Rz. Параметр Ra является предпочтительным, так как его определяют по значительно большему числу точек профиля, чем Rz. Использование параметра Rz в качестве контрольного в значительной степени определяется способами измерения рассматриваемых параметров. Значения Ra преимущественно измеряют с помощью приборов, снабженных датчиками с алмазной иглой. Определение Ra на грубых поверхностях связано с опасностью поломки алмазной иглы, а на очень гладких - с низкой достоверностью результатов из-за того, что радиус конца иглы не может фиксировать очень малые неровности. Поэтому Rz рекомендуется использовать при значениях высоты неровностей 320... 10 и 0,1...0,025 мкм, в остальных случаях - Ra. При расчетах ответственных подвижных и прессовых соединений необходимо учитывать параметр Rz, тогда как на чертежах в большинстве случаев заданы значения Ra. В этих случаях можно воспользоваться зависимостью , где К=4 при Ra=80…2,5 мкм; К=5 при Ra=1,25…0,02 мкм.
Таблица 1.3 Соответствие числовых значений Rа, Rz, Rmax числовым значениям базовой длины
Для трущихся поверхностей ответственных деталей назначают параметры Ra (или Rz), tp и задают направление неровностей, для поверхностей циклически нагруженных деталей - Rmax, Sm (или S) и направление неровностей, для соединений с натягом - только Ra (Rz). Для неответственных деталей можно не указывать параметры шероховатости, в таком случае она не подлежит контролю.
Таблица 1.4 Типы направления неровностей шероховатости.
|
|||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 1623; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.31.240 (0.009 с.) |
 Рис. 1.37
Рис. 1.37
 Рис. 1.38
Рис. 1.38
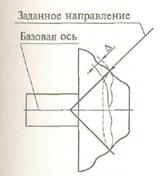 Рис. 1.39
Рис. 1.39
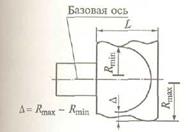 Рис.1.40
Рис.1.40
 Рис. 1.41
Рис. 1.41
 Рис. 1.42
Рис. 1.42
 Рис. 1.43
Рис. 1.43
 или
или 







