Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обтачивание конических поверхностей
Способом смещения задней бабки
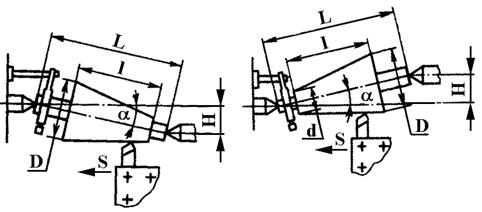
Этим способом обрабатывают длинные наружные конические поверхности с небольшим углом конуса. При этом корпус задней бабки смещается в поперечном направлении относительно неподвижного основания. Схемы наладки станка представлены на рис. 12.
а) б) Рис. 12. Схемы наладки станка для обработки конусов Способом смещения задней бабки
Порядок выполнения работы следующий: 1) Определить величину смещения Н корпуса задней бабки по формуле
где D и d – больший и меньший диаметры конуса; L и l – длины заготовки и конуса;
Если угол уклона конуса α ≤ 10о, то cos α ≈ 1 и можно принять Допускается смещение задней бабки не более чем на ±15 мм. 2) Сместить корпус задней бабки на величину Н, используя один из нижеприведенных способов: -перемещение корпуса задней бабки по делениям на торце опорной плиты 2 (рис. 13,а,б). Смещение корпуса 1 на себя (см. рис. 13,а) применять при обработке конусов, устанавливаемых большим диаметром конуса в сторону передней бабки (см. рис. 12,а). При установке заготовки большим диаметром конуса в сторону задней бабки (см. рис. 12,б), смещение корпуса бабки производят от себя (см. рис. 13,б). Величину смещения корпуса бабки можно измерить линейкой I, помещённой между вершинами конусов переднего 3 и заднего 4 центров (рис. 13,в);
а) б) в) Рис. 13. Контроль смещения корпуса бабки по нониусу и линейке
- смещение корпуса задней бабки по лимбу винта поперечной подачи. Перевернуть резец 1 (рис. 14,а) и закрепить его в резцедержателе обратной стороной. Выдвинуть пиноль 2 задней бабки. Приложить к пиноли тонкую полоску бумаги 3 (или щуп) и подвести к ней резец так, чтобы можно было свободно вынуть бумагу. По лимбу поперечной подачи отвести резец от пиноли на величину H смещения корпуса задней бабки. Сместить корпус задней бабки так, чтобы полоска бумаги 3 была зажата как прежде; - смещение корпуса задней бабки по индикатору. В резцедержателе закрепить индикатор 4 (рис. 14,б). Переместить индикатор до плотного упора его стержня А в пиноль. Установить циферблат индикатора на <0>. Сместить корпус задней бабки на требуемую величину по показаниям шкалы индикатора.
Примечание. Применение перемещающегося заднего центра (рис. 14,в) позволяет не смещать корпус задней бабки. Но поскольку при этом способе как и при предыдущих задача состоит в смещении центра задней бабки, способ не целесообразно выделять в самостоятельный, хотя он формально и не подпадает под заголовок данного пункта.
Посредством конического хвостовика корпуса 1 конструкция устанавливается в пиноль задней бабки. Для осуществления наладки необходимо: переместить с помощью регулировочного винта 2 салазки 3 вместе с собственно центром 4 по направляющим А корпуса на величину Н от себя или на себя в зависимости от расположения вершины обрабатываемого конуса, контролируя величину смещения по шкале с делениями Г; зафиксировать салазки винтами В. Центр 4 (как и другие, более простые, использующиеся при работах со смещённой задней бабкой) имеет шаровую вершину Б, что позволяет уменьшить его износ, обусловленный несовпадением осей детали и центров. 3) Установить заготовку в центрах передней и задней бабок и поводковом патроне. 4) Обточить коническую поверхность.
а) б) в) Рис. 14. Способы контроля смещения корпуса задней бабки
Такой способ обработки длинных конусов находит широкое применение, т.к. не требует дополнительных приспособлений и может быть осуществлен на любом токарном станке. Основной недостаток способа состоит в том, что центры станка при смещении задней бабки располагаются в центровых отверстиях детали с перекосом, вследствие чего имеет место усиленный и неравномерный износ поверхностей отверстия и центра. В результате, если деталь после обтачивания конуса при смещенной задней бабке поставить на нормально установленные центры и произвести обработку её цилиндрической части, оси этой части и ранее обработанной конической не совпадут. В этой связи следует сначала производить черновое обтачивание конической части детали, затем – черновое и чистовое цилиндрической и после – чистовое конической.
|
|||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-25; просмотров: 1374; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.63.184 (0.026 с.) |
 (мм) или
(мм) или  (мм),
(мм), – конусность.
– конусность. .
.