Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типы машиностроительных производств. Характеристики типов машиностроительных производств.
В зависимости от потребностей, машины изготавливают в разных количествах, определяемых объемом и программой выпуска. Объем выпуска характеризует примерное количество машин, деталей, заготовок, изделий, подлежащих выпуску в течение планируемого периода времени (год, месяц). Программа выпуска – перечень изделий с указанием количества выпуска по каждому наименованию на планируемый период (год, месяц). Программу выпуска изделий устанавливают в соответствии с планом отрасли и выполнение ее обязательно. Серия – общее число изделий, подлежащих изготовлению по неизменным чертежам. Размер серии зависит от совершенства конструкции и степени спроса у потребителей. Партия – количество заготовок (изделий) одного наименования и типоразмера, одновременно (или непрерывно) поступающих для обработки на одно рабочее место в течение определенного времени. Различие объемов выпуска приводит к делению производства на три типа: единичное, серийное, массовое. Под единичным производством понимают изготовление машин (изделий), характеризуемое малым объемом выпуска. При этом считают, что выпуск таких же машин (изделий), не повторится по неизменным чертежам. Продукция единичного производства – опытные образцы, тяжелые прессы, уникальные станки т.п. Под серийным производством понимают периодическое изготовление повторяющимися партиями по неизменным чертежам в течение продолжительного промежутка календарного времени. Возможна партия из одного изделия. Различают: мелкосерийное; среднесерийное; крупносерийное. Продукция серийного производства – станки, компрессоры, судовые двигатели и т.п. выполняется периодически повторяющимися партиями. Под массовым производством понимают непрерывное изготовление в больших объемах по неизменным чертежам продолжительное время, в течение которого на большинстве рабочих мест выполняется одна и та же операция. Характерно: узкая номенклатура; большой объем выпуска. Продукция массового производства – автомобили, холодильники, часы, телевизоры, и т.п. Отнесение производства к какому-то типу условно. На одном и том же предприятии можно встретить все типы, поэтому определяют тип по преобладающему типу. Тип производства
Единичное; <5; Мелкосерийное; 5-100; Среднесерийное; 100-300; Крупносерийное; 300-1000; Массовое; >1000; По организации производственные процессы делят на два вида: поточный; непоточный. Поточный вид характеризуется непрерывностью и равномерностью. Заготовки без задержек передаются с одной операции на другую, а деталь сразу на сборку. Деталь и сборка находятся в постоянном движении со скоростью, подчиненной такту выпуска. Все необходимое оборудование расставляется по ходу технологического процесса Непоточный вид – движение заготовок на разных стадиях изготовления прерывается пролеживанием на рабочих местах или на складах. Не соблюдается такт выпуска. Поточный вид организации применяется в массовом типе производства. Непоточный вид – в единичном и мелкосерийном типах производства. Принцип организации поточного производства используется и в крупносерийном производстве при изготовлении изделий близких по-своему служебному назначению, которые объединяют в группы. Изготовление ведут поточным методом в пределах одного изделия, со сменой изделия меняется поток и такт выпуска. Такой вид организации называется переменно-поточным.
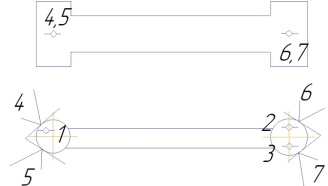
Базы и базирование в машиностроении. Теория базирования. Виды баз. Схема базирования. Требования к базированию в процессах обработки материалов. Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат. Теоретически базирование детали (изделия и т.п.) связано с лишением ее шести степеней свободы. Базирование детали осуществляется с помощью нескольких ее поверхностей, которые выполняют функцию баз. Базой называется поверхность, или заменяющее ее сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования. Для базирования детали обычно требуется несколько баз, образующих систему координат. Совокупность трех баз, образующих систему координат заготовки (изделия, детали) называют комплектом баз. Установочная база – лишает деталь трех степеней свободы. У диска эта база выполняет ту же функцию – она лишает деталь одного перемещения и двух вращений.
Первая двусторонняя связь (первая опорная точка) лишает деталь перемещения вдоль оси Двойной опорной базой называется база, которая накладывает 2 двусторонние связи и лишает деталь 2 перемещений во взаимно перпендикулярных направлениях. Обе двусторонние связи накладываются на оси, но одна в горизонтальной, а другая в вертикальной плоскости симметрии. Опорная база накладывает одну двустороннюю связь и лишает деталь типа «диск» вращения вокруг своей оси. Располагается такая база как можно дальше от оси в горизонтальной или вертикальной плоскости симметрии. Реализуется в виде паза или лыски на цилиндрической поверхности детали. Конструкторской базой называется база, которая определяет положение детали или сборочной единицы (СЕ). Различают конструкторские базы основные и вспомогательные. Основная база – база, принадлежащая детали и используемая для определения ее положения в изделие. Вспомогательная база – база, принадлежащая детали используемая для определения положения присоединяемой к ней детали. Технологическая база называется база, которая определяет положение заготовки или изделия в процессе изготовления и ремонта. Измерительной базой называется база, которая определяет положение заготовки или изделия и средств измерения. По конструкторскому оформлению различают базы явные и скрытые. Явной базой называется реальная поверхность, разметочная риска или точка пересечения рисок. Скрытой базой называется ось, воображаемая поверхность или точка. Наиболее распространенные схемы базирования заготовок.. 1) по 3 плоским поверхностям. 2) по торцу и наружной цилиндрической поверхности 3) По торцу и внутренней цилиндрической поверхности. 4) по наружной цилиндрической поверхности и торцу. 5) По внутренней цилиндрической поверхности и торцу. 6) По торцу и коническому отверстию. 7) По центровым гнёздам. 8) По плоской поверхности и 2 наружным цилиндрическим поверхностям
|
||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 977; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.34.87 (0.009 с.) |
 (рис.7.9); вторая – вращения вокруг оси параллельной
(рис.7.9); вторая – вращения вокруг оси параллельной  ; третья – вращения вокруг оси параллельной
; третья – вращения вокруг оси параллельной  .
.


 .
.