Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Геометрия режущей части инструментаСтр 1 из 8Следующая ⇒
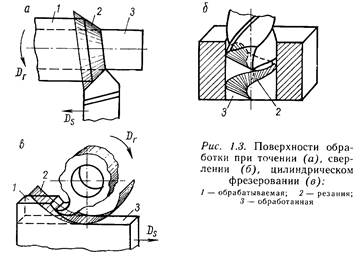
Поверхности обработки.
На обрабатываемой заготовке при снятии стружки различают три поверхности: обрабатываемую, которая частично или полностью удаляется при обработке; обработанную, образованную на заготовке в результате обработки; поверхность резания, образуемую режущей кромкой в результирующем движении резания.
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
Фреза
Фреза – многолезвийный инструмент, применяемый для обработки плоскостей, пазов, шлицев, тел вращения, резьбы, фасонных поверхностей и разрезки.
РЕЖИМЫ РЕЗАНИЯ
Элементы режима резания. К элементам режима резания в общем случае относятся скорость главного движения, подача и глубина резания. Скорость главного движения резания (скорость резания) u - скорость рассматриваемой точки режущей кромки или заготовки в направлении главного движения резания. При точении, когда заготовка вращается с частотой вращения n (об/мин), скорость резания (м/мин): u=pDn/1000, D – наибольший диаметр поверхности резания, мм.
Подача S – перемещение режущей кромки относительно обработанной поверхности в направлении движения подачи. Различают подачу за один оборот заготовки Sо (мм/об) и за 1 мин Sм= Sоn (мм/мин). При токарной обработке подача может быть поперечная и продольная. Сверло имеет два зуба (пера) и режет одновременно двумя режущими кромками, поэтому на каждую кромку (один зуб) приходится подача Sz= Sо/z= Sо/2 (мм). Минутная подача Sм= Sоn. Между подачей на зуб фрезы Sz, на один оборот фрезы Sо и минутной Sм существует соотношение Sм= Sоn= Szzn. Глубина резания t – размер слоя, удаляемого за один проход, измеренный в направлении, перпендикулярном к обработанной поверхности. t=(D-d)/2 (мм). Элементы срезаемого слоя Ширина срезаемого слоя, или ширина среза b (мм) – длина стороны сечения срезаемого слоя, образованной поверхностью резания. b=t/sinj.
Толщина срезаемого слоя, или толщина среза а (мм) – длина нормали к поверхности резания, проведенной через рассматриваемую точку режущей кромки, ограниченная сечением срезаемого слоя. а=S sinj. Для торцовых фрез: b=t/sinj cosl Угол контакта d - центральный угол, соответствующий дуге контакта фрезы с заготовкой.
Мгновенный угол контакта y - центральный угол между радиусом, проведенным в начальную точку касания зуба фрезы с заготовкой, и радиусом, проведенным в точку мгновенного положения зуба. Средняя толщина среза ā=(аmах+аmin)/2= аmах/2. Срединная толщина среза аср=Sz sin(d/2). Площадь поперечного сечения среза f. f=tS=ab. Суммарная площадь поперечного сечения среза, снимаемого прямозубой фрезой: А= m=dz/360° – количество зубьев фрезы, находящихся одновременно в работе; где z – число зубьев фрезы. Машинное время Машинное время – время, в течение которого происходит процесс снятия стружки без непосредственного участия рабочего: Тм= КОНТАКТНЫЕ ПРОЦЕССЫ В результате высоких скоростей деформации процесса резания резко меняются физико-механические свойства материала – возрастает число возможных плоскостей скольжения, изменяются соотношения между его пределом текучести и временным сопротивлением, возрастает химическая активность материала и т.д. Экспериментальные данные показывают, что только за счет образования новой поверхности в пределах площадки контакта стружки с передней поверхностью лезвия в секунду возникает около 1015 свободных связей. И хотя продолжительность их существования в несвязанном состоянии 10-12с, на передней поверхности лезвия успевает образовываться так называемый граничный слой. Этот чрезвычайно тонкий слой возникает благодаря мгновенному процессу схватывания двух разнородных материалов и сопровождающих его явлений адгезии и диффузии. В условиях действия внешней среды к этим явлениям присоединяются также адсорбция (поглощение вещества из газовой или жидкой среды поверхностным слоем твердого тела) и химические реакции вновь возникающих при резании поверхностей с внешней средой. Граничный слой в свою очередь состоит из нескольких слоев – переходного между поверхностями инструмента и обрабатываемого материала и последующих. В пределах переходного слоя наблюдается большое количество пор, образовавшихся между выступающими зернами инструментального материала и внутри сильно деформированного обрабатываемого металла. Граничный слой формируется в результате действия явления переноса – перенесения одного материала на поверхность другого в результате твердофазных взаимодействий между ними. Перенос – явление чрезвычайно сложное и проявляется на макро- (налипы, обволакивание, намазывание), микро- и субмикроскопическом уровнях. Для него характерны неоднородность рельефа контактной поверхности вследствие различных скоростей схватывания и разрушения пары инструментальный – обрабатываемый материалы на различных участках контакта; фазовые превращения, обусловленные взаимодействием данной пары между собой и внешней средой; наличие текстуры; образование различных микро- и субмикроструктур и др. В связи со сложностью строения и названными свойствами граничного слоя он в отличие от обрабатываемого и инструментального материалов значительно хуже травится, почему и получил название «белый слой».
Граничный слой служит своего рода основой, влияющей на другие контактные процессы. Например, он может сохранять свою малую толщину или служить первоосновой для образования наростов значительной высоты; защищать площадки контакта от изнашивания или, наоборот, способствовать ему; изменять условия трения и т.д. Под наростом понимают клиновидную, относительно неподвижную область материала, расположенную на передней поверхности лезвия у его режущей кромки. Нарост – сложное по химическому составу агрегатное состояние металла из продуктов взаимодействия обрабатываемого и инструментального материалов и окружающей среды. Он состоит из слоев сильно деформированного обрабатываемого материала с включениями оксидов и карбидов обрабатываемого и инструментального материалов, а также кобальта, входящего в состав твердого сплава. Строение нароста сложное: основная часть – это «третье тело», прочно соединенное с поверхностью инструмента, на которое наращиваются последующие слои сходящей стружки. При разрушении нарост частично уносится стружкой, частично поверхностью детали, в результате чего увеличивается шероховатость.
При относительно низких скоростях резания образуется нарост первого вида. Он имеет форму, близкую к треугольной, мало развит по высоте, имеет небольшой радиус округления вершины. При более высоких скоростях образуется нарост второго вида значительной высоты, с большими передним и задним углами, достигающими 5…12°. Основание нароста достаточно стабильно, а его верхняя часть часто разрушается. С дальнейшим возрастанием скорости резания этот нарост преобразуется в нарост третьего вида. Его форма становится прямоугольной или близкой к трапецеидальной, имеет значительную высоту. Наросты такого вида наиболее стабильны, их срыв происходит крупными частицами или полностью.
Еще при более высоких резания возникает нарост четвертого вида, по форме и расположению близкий к первому. Это – нестабильное образование, постоянно изменяющееся во всем объеме. Разрушение его происходит путем постоянного «стекания» с лезвия.
ТЕМПЕРАТУРА РЕЗАНИЯ И МЕТОДЫ ЕЕ ОПРЕДЕЛЕНИЯ
Температура резания – температура, возникающая в зоне резания. Рассмотрим некоторые из методов ее определения.
Калориметрический метод – позволяет определить количество теплоты, переходящей в стружку, деталь и инструмент, а также их средние температуры. Например, улавливая в калориметр горячую стружку, зная массы стружки и воды в калориметре и изменение температуры воды, можно определить среднюю температуру стружки. Есть также калориметры, в которые погружают деталь и инструмент. Метод пленок – заключается в том, что на контактные площадки инструмента наносится в вакууме тонкий слой чистого металла с известной температурой плавления. Теплота, выделяющаяся при резании, оплавляет пленку в области, где достигается температура ее плавления, и тем самым обозначает соответствующую изотерму. Метод термокрасок – принципиально аналогичен методу пленок, но вместо чистых металлов используются специальные составы, изменяющие свой цвет под действием температур.
Термоэлектрический метод – заключается в том, что если нагреть место спая двух проводников из различных металлов, оставляя при этом свободные концы при более низкой температуре, на последних возникает термоЭДС, которая зависит от разности температур спая и более холодных концов. Замыкая цепь через милливольтметр, можно измерить термоЭДС. Такая цепь называется термоэлектрической. Этот метод является наиболее распространенным и подразделяется на несколько разновидностей: метод искусственной термопары, полуискусственной термопары, естественной термопары.
Метод бесконтактного измерения температур представляет собой регистрацию теплового излучения отдельных участков детали или инструмента в процессе обработки.
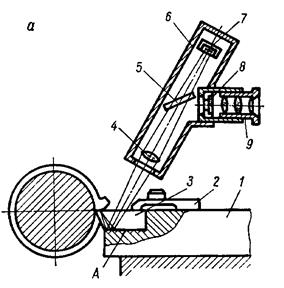
Он основан на принципе собирания теплового излучения с участка нагретой поверхности 1 с помощью линз 2 и направления его на фотосопротивление 3. Под действием теплового изучения в фотоэлементе возникает ток, который повышается усилителем 4 и регистрируется измерительным устройством 5. Фотоэлектрический метод позволяет измерять температуру различных участков зоны резания и определять температурные поля передней и задней поверхности резца. На основании приведенной общей схемы разработана конструкция и изготовлен прибор для измерения температуры в любой точке зоны резания.
Рис. 6.20. а.
Прибор состоит из корпуса 6, объектива 4, подвижного зеркала 5, фотоэлемента 7, окуляра 9 с сеткой 8. Кроме того, применен специальный резец 1 с прихватом 2 и пластиной 3 из прозрачного для инфракрасной области спектра материала (например, из лейкосапфира или алмаза) с полированными передней и нижней (опорной) плоскостями, причем опорная плоскость А выполнена зеркальной. Прибор позволяет измерять температуру в любой точке от 150 до 1200 0С. Высокая точность измерения (±2…3%). ИНСТРУМЕНТАЛЬНЫЕ МАТЕРИАЛЫ
ПРОЦЕСС ШЛИФОВАНИЯ Шлифование – процесс резания металлов, осуществляемый зернами абразивного материала. Шлифованием можно практически обрабатывать любые материалы, так как твердость зерен абразива (2200…3100НВ) и алмаза (7000НВ) очень велика. Для сравнения отметим, что твердость твердого сплава 1300НВ, цементита 2000НВ, закаленной стали 600…700НВ. Зерна абразива скрепляются связкой в инструменты различной формы или наносятся на ткань (абразивные шкурки). Шлифование применяется чаще всего как отделочная операция и позволяет получать детали 7…9-го и даже 6-го квалитетов с шероховатостью Ra=0,63…0,16мкм и менее. В некоторых случаях шлифование применяется при обдирке отливок и поковок, при зачистке сварных швов, т.е. как подготовительная или черновая операция. В настоящее время применяется глубинное шлифование для съема больших припусков. Характерными особенностями процесса шлифования являются следующие: 1) многопроходность, способствующая эффективному исправлению погрешностей формы и размеров деталей, полученных после предшествующей обработки; 2) резание осуществляется большим количеством беспорядочно расположенных абразивных зерен, обладающих высокой микротвердостью (22000…31000Мпа). Эти зерна, образующие прерывистый режущий контур, прорезают мельчайшие углубления, а объем металла, срезаемый в единицу времени, в этом случае значительно меньше, чем при резании металлическим инструментом. Одним абразивным зерном в единицу времени срезается примерно в 400000 раз меньший объем металла, чем одним зубом фрезы; 3) процесс срезания стружки отдельным абразивным зерном осуществляется на высоких скоростях резания (30…70м/с) и за очень короткий промежуток времени (в течение тысячных и стотысячных долей секунды); 4)
абразивные зерна расположены в теле круга хаотически. Они являются многогранниками неправильной формы и имеют округленные радиусом r вершины (Стр. 301). Округление это невелико (обычно r=8…20 мкм), но его всегда надо учитывать, так как при микрорезании толщины слоев, снимаемых отдельными зернами, соизмеримы с r; 5) большие скорости резания и неблагоприятная геометрия режущих зерен способствует развитию в зоне резания высоких температур (1000…1500°С); 6) управлять процессом шлифования можно только за счет изменения режимов резания, так как изменение геометрии абразивного зерна, выполняющего роль резца или зуба фрезы, практически трудноосуществимо. Алмазные круги с помощью специальной технологии изготовления могут иметь преимущественную (требуемую) ориентировку алмазных зерен в теле круга, что обеспечивает более благоприятные условия резания;
7) абразивный инструмент может в процессе работы самозатачиваться. Это происходит, когда режущие грани зерен затупляются, что вызывает увеличение сил резания, а следовательно, и сил, действующих на зерно. В результате затупленные зерна выпадают, вырываются из связки или раскалываются, и в работу вступают новые острые зерна; 8) шлифованная поверхность образуется в результате одновременного действия как геометрических факторов, характерных для процесса резания, так и пластических деформаций, сопровождающих этот процесс. Что касается геометрической схемы образования шлифованной поверхности, необходимо иметь в виду следующее: 1)
для большего соответствия действительному процессу стружкообразования следует рассматривать врезание зерен в шероховатую поверхность, а сами зерна считать хаотично расположенными во всем объеме круга (Стр. 302). Шлифование должно рассматриваться как явление пространственное, а не плоскостное. В зоне резания обрабатываемая элементарная поверхность за время ее контакта со шлифовальным кругом соприкасается не с одним рядом зерен, а с несколькими; 2) чем меньше неровности абразивного режущего инструмента, тем ближе он подходит к сплошному режущему лезвию и тем менее шероховатой получается обработанная поверхность. Одинаковый режущий контур можно создать уменьшением номера зернистости или увеличением времени абразивного воздействия, например, за счет понижения скорости вращения детали или уменьшения продольной подачи за один оборот изделия; 3) упорядоченный режущий рельеф достигается алмазной правкой. В процессе шлифования по мере разрушения и выпадания отдельных зерен упорядоченный режущий рельеф нарушается; 4) абразивные зерна в процессе резания можно разделить на режущие (например, зерна 3, 7), скоблящие, если они врезаются на столь малую глубину, что происходит лишь пластическое выдавливание металла без снятия стружки, давящие 5 и нережущие 4. В реальном процессе шлифования примерно 85…90% всех зерен не режет, а так или иначе пластически деформирует тончайший поверхностный слой, т.е. наклепывает его. 5) на шероховатость влияет не только зернистость, но и связка абразивного инструмента, оказывающая полирующий эффект, который больше проявляется при меньших скоростях вращения круга. Поверхности обработки.
На обрабатываемой заготовке при снятии стружки различают три поверхности: обрабатываемую, которая частично или полностью удаляется при обработке; обработанную, образованную на заготовке в результате обработки; поверхность резания, образуемую режущей кромкой в результирующем движении резания.
ГЕОМЕТРИЯ РЕЖУЩЕЙ ЧАСТИ ИНСТРУМЕНТА
|
||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1001; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.162.110 (0.044 с.) |



 ,
, , где L=l+y+D (мм); l – размер обработанной поверхности в направлении подачи в мм; y=t×ctgj – величина врезания в мм; D - выход режущего инструмента (перебег) 1¸2мм.
, где L=l+y+D (мм); l – размер обработанной поверхности в направлении подачи в мм; y=t×ctgj – величина врезания в мм; D - выход режущего инструмента (перебег) 1¸2мм.