Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методы не разрушающего контроля шва. ⇐ ПредыдущаяСтр 6 из 6
Рассмотрим два применимых варианта контроля качества - это радио-графический метод и ультразвуковой. 3.9.1.Радиографический метод контроля метод неразрушающего контроля. Который позволяет выявить скрытые дефекты сварных стыков без их повреждения. В основе данного способа лежит способность рентгеновских лучей проходить с квозь меалл. Излучение выходящщее с обратной стороны шва может быть замеренно. Из полученных данных можно судить о качестве шва, толщине металла, о составе материала. Проведение радиографического контроля регламентирует ГОСТ 7512-82. Этот метод позволяет выевить точное нахождение непроваров, шлаковых, вольфрамовых окисных включений, подрезов, газовых пор.
         Дстоинства данной методики. Дстоинства данной методики.
Оценить размер вогнутых или выпуклых деформаций корня стыка. Также этот метод выдаёт точные показания на основе которых можно с делать вычисление относительных и абсолютных габаритных параметров бракованного участка. Нет надобности в контактном приспособлении. Достаточно быстрый метод выевления дефектов шва. Недостатками данного способа потребность в сложном специальном оборудовании, стоимость которого весьма высока. Потребность в специфических расходных материалах, получение которых затруднено. Обеспечение жёсткого контроля над использованием аппаратуры согласно инструкции и расходом материалов, так как, при неправильном их применении и сохранности, материалы могут оказаться опасными для здоровья, а иногда, и жизни работников. И как в следствии потери рабочего дня для просвечиванья обёмного изделия. Радиографический контроль не может выявить трещины и не провариваемые участки с раскрытием меньше 0,1 мм, при толщине проверяемого материала менее 40 мм, 0,2 мм - если материал толщиной от 40 до 100 и 0,3 мм - если толщина материала равняется от 100 до 150 мм. Трещины, не провариваемые участки, проверяемые плоскости которых не совпадают с вектором просвечивания. Если протяжность изъянов в просвечиваемом направлении менее двойного показания абсолютной чувствительности контрольной аппаратуры. Если изображение включений и прерывистых швов совпадает на радиографическом контроле с изображением сторонних деталей, остроугольных мест или резких перепадов по толщине свариваемых деталей.
3.9.2. Ультразвуковой метод контроля.
      Ультразвуковой контроль сварных швов (УЗК) - это метод неразрушающего контроля. Он выявляет скрытые повреждения посредством ультразвука: незаполненные пространства, химически неоднородный состав, механические повреждения недопустимой величины. Проведение ультразвуковог контроля регламентирует ГОСТ Р 55724-2013. Это метод дает более точные результаты, чем радио-, рентгено-, гамма-дефектоскопия. С ее помощью проверяют не только металлические, чугунные, медные конструкции, легированные, аустенитные стали, но и пластик, стекловолокно, керамику, композит. Сфера применения включает нефтегазовую, химическую, авиационную промышленность, судостроение, тепловую, атомную энергетику, машиностроение. Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики. Ультразвуковой контроль сварных швов (УЗК) - это метод неразрушающего контроля. Он выявляет скрытые повреждения посредством ультразвука: незаполненные пространства, химически неоднородный состав, механические повреждения недопустимой величины. Проведение ультразвуковог контроля регламентирует ГОСТ Р 55724-2013. Это метод дает более точные результаты, чем радио-, рентгено-, гамма-дефектоскопия. С ее помощью проверяют не только металлические, чугунные, медные конструкции, легированные, аустенитные стали, но и пластик, стекловолокно, керамику, композит. Сфера применения включает нефтегазовую, химическую, авиационную промышленность, судостроение, тепловую, атомную энергетику, машиностроение. Проведение ультразвукового контроля сварных соединений обеспечивает достаточно точные результаты и при соблюдении технологии способен предоставить исчерпывающую информацию в отношении любых дефектов. Но здесь следует понимать, что существуют определенные границы применения методики.
Дефекты которые можно обноружить спомощью данного метода: поры, непроваренные участки, трещины в швах и возле них, несплавления соединений, расслоения наплавленного материала, наличие свищей, провисание металла в нижних участках стыка, коррозионные образования, участки, на которых нарушены геометрические размеры или присутствует несоответствие химического состава. Приемущества данного вида кнтроля: высокая чувствительность оборудования обеспечивает точность результатов и скорость проведения проверок, удобность использования благодаря компактности приборов;, минимальные затраты на осуществление контроля сварочных швов, что обусловлено невысокой стоимостью самих дефектоскопов, возможность проверять соединения с большой толщиной, практический все разновидности дефектов шва можно устоновить данной методикой, контролируемый объект
         не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы, абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии. не требуется выводить из эксплуатации, проверку сварочных соединений можно проводить непосредственно в процессе его работы, абсолютная безопасность для человека, что нельзя отнести, например, к рентгеновской дефектоскопии.
К недостаткам контроля сварочных швов ультрозвуковым методом относят некоторые трудности при проверке металлов с крупнозернистой структурой, возникающие вследствие сильного затухания и рассеивания волн. Также в числе минусов отмечают необходимость предварительно перед установкой дефектоскопов очистить и подготовить поверхность шва и некую ограниченность информации, выдаваемой прибором об обнаруженном дефекте. На основании выше указанных о безопастности способа доводов выбираю ультрозвуковои метод контроля.
        4. Разработка и описание техпроцесса заготовительных операций и выбор оборудования. 4. Разработка и описание техпроцесса заготовительных операций и выбор оборудования.
Правка листов. Правку листов производим на волковой машине согласно рекомедации [5]. Многовалковая машина марки PL 43-25х1500 где процесс правки происходит многократным изгибом чер прохождение стальных волков расположенном в шахмотном порядке рис.18.
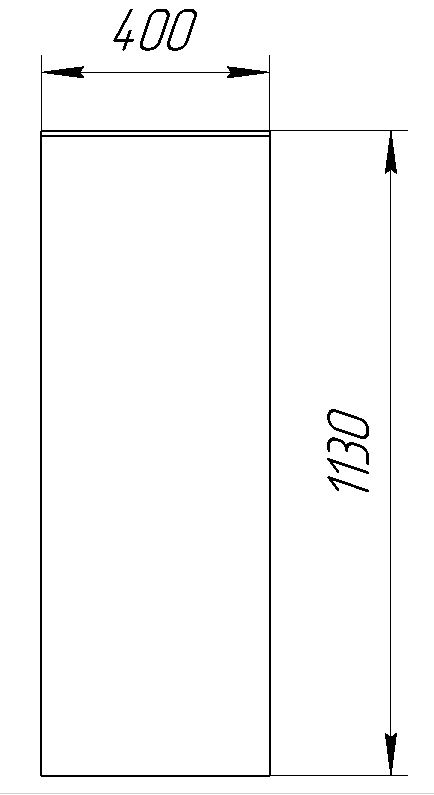
Рис.18. Многовалковая машина марки PL 43-25х1500. Технические характеристики многовалковой машины: максимальная толщина листа (мм) -25 максимальная ширина листа (мм) -1500 сопро-тивление листа (МПа) -400 кол-во валков - 11 диаметр валков (мм) -220 дистанция между валками (мм) - 250 Резка металла. Резка листового проката. Резку боковых, нижнего, верхнего, торцового, наклонного, листа производим на портальной плазменной установки 3D раскроя металла рис.8. Резка производится под углом нужным для сварки делая сразу скос кромок с претуплением. На рис.19,20, 21,22,23 показаны схемы раскроя металла. Также на этой установке производим вырезку диафрагм, косынок и прочих мелких деталей.
         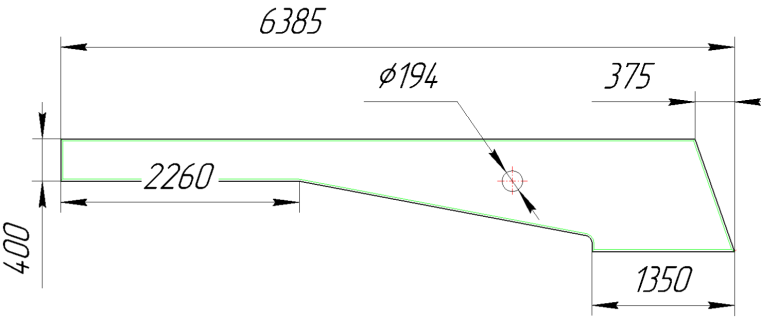
Рис.19. боковой лист.
Рис.20. Верхний лист лист.
Рис.21.Нижний лист.
         Рис.22. Торцевой лист. Рис.22. Торцевой лист.
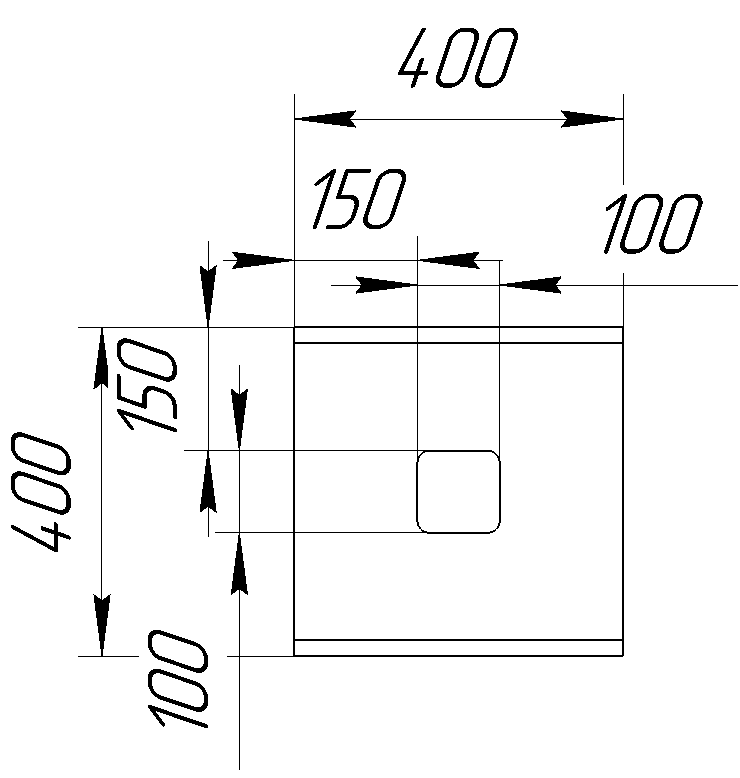
Рис.23. Наклонный торцевой лист. Резка трубы Резка трубы ø 150мм. и ø 194мм. производится нерзъемным электрическим труборезом рис.10. Технические характеристики трубареза: Диапазон резки ø - 50-280. Максимальная толщина стенок трубы - 20мм. Мощность - 2500вт. Напряжение питания - 230 В / 50–60 Гц. Гибка нижнего листа Гибку нижнего листа производим на гидравлическо вертикально – гибочном прессе MetalMaster HPJ 2580. Технические характеристики вертикально гибочного пресса: Усилие, тонн - 80. Длина рабочего стола, мм - 2500. Глубина зева, мм - 250. Ход пуансона, мм -120.
      Расстояние между столом и траверсой, мм - 380. Расстояние между столом и траверсой, мм - 380.
Мощность двигателя, кВт - 7,5. Габариты, ДхШхВ, мм - 2900 x1650 x2250.
   5. Разработка техпроцесса сборочно-сварочных операций. 5. Разработка техпроцесса сборочно-сварочных операций.
Технология сварки. При изготовлений консоли применяются стыковые, угловые, тавровые, нахлесточные соединения с полным и не полным проплавленим в соответствии с ТУ и НД. Сварочные работы производятся сварочной проволкой в защитно газовой смеси Ar + (20% Швы должны быть выполнены односторонней и двух сторонней сваркой в защитной газовой смеси. Во избежании деформации при сборке и сварке и увода листов из заданных параметров сборка и сварка балки производится на спецальном стенде рис.24.
Рис.24. Стенд для сборки коробчатой балки консоли пртала ДСП-25. 1.Стол, 2. Удерживающие устроиство - упор Верхний лист вертикально укладывается на стенд и кнему крепится спициальными приспособлениями удерживающими от падений. К нему на 50мм проставках с зазором в 1-2 мм укладывается боковой лист и прихватывается согласно ГОСТ 14771-76 Дуговая сварка в защитном газе, полуавтоматом, образуя прямой угол
Рис.25. Прижим механически K1244.05400 с жестко установленным винтом.[6]
          Следующей операцией устонавливаем диафрагмы, торцевой и торцевой лист наклонный в плотную к верхнему листу и боковой стенке. Делаем прихватки и диафрагмы привариваются к нижнему и боковому листу согласно ГОСТ 14771-76 Дуговая сварка в защитном газе соеденением Т3 по замкнутой линии рис.26. Следующей операцией устонавливаем диафрагмы, торцевой и торцевой лист наклонный в плотную к верхнему листу и боковой стенке. Делаем прихватки и диафрагмы привариваются к нижнему и боковому листу согласно ГОСТ 14771-76 Дуговая сварка в защитном газе соеденением Т3 по замкнутой линии рис.26.
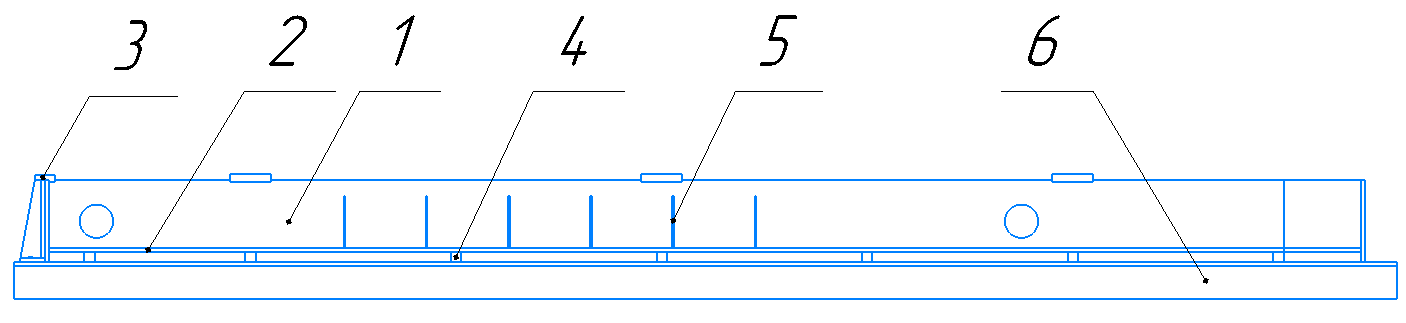
Рис.26. Сборка балки консоли. 1.Верхний лист. 2.Боковойлист. 3.Удерживающие устройство. 4.Проставки. 5.Диафрагмы. 6.Стол. Далее укладываем на диафрагмы второй боковой лист прихватыве его к верхнему листу, к диафрагмам и торцевым листам. Переварачиваем стол вместе с заготовкой и жостко фиксируем его на нужной высоте для сварщика на стационарных упорах. Диафрагмы привариваются ко второму боковому листу.
Переварачиваем заготовку обратно, снимаем прижимы, устанавливаем нижний лист, прихватываем, и устонавливаем специальные удерживающие устоиства. Через отверстия в нижнем листе просовываем трубу до верхнего листа, привариваем к верхнему и нижнему листу. К трубе а затем к нижнему листу приваем пластины для усиления трубы. Также поступаем и со второй трубой которая вставляеца в центер балки но без пластин.
          Собранная балка подаётся кранбалкой на траверсе в зону сварки робота и крепится в двухстоечных контователях для последующей сварки по ГОСТ 14771-76. После сварки деталь подаётся в сборочный цех где собирается вся консоль. Привариваются поперечные балка и труба. Собранная балка подаётся кранбалкой на траверсе в зону сварки робота и крепится в двухстоечных контователях для последующей сварки по ГОСТ 14771-76. После сварки деталь подаётся в сборочный цех где собирается вся консоль. Привариваются поперечные балка и труба.
Выбор оборудывания. 5.2.1. Для сборки балки для прихваток и обварке диафрагм применяем Инверторный сварочный полуавтомат с синергетикой Ehave CM 500, Megmeet рис.27.
Рис.27. Инверторный сварочный полуавтомат Ehave CM 500.[] Инверторный сварочный полуавтомат Ehave CM 500: В данной модели реализована технология "Clear ball" - обеспечивающая готовность к повторному поджигу дуги. Стабильная дуга при полном токе и низком уровне разбрызгивания, пригодна для различных сварочных процессов. Высококонцентрированная дуга и сильное проплавление, при вводе тепла на 20% меньшем, чем у других аппаратов. Превосходная способность заварки зазоров и меньшая чувствительность к вылету проволоки. Управление переносом капли и технология микроконтроля позволяют улучшить зажигание дуги. Блокировка параметров сварки и расширение функций позволяет быстро настроить режим сварки на панели управления без дополнения конфигурации. Десять групп параметров по умолчанию и до 99 групп пользовательских настроек. Связь с роботом доступна как опция. Полуавтоматы свободно подключаются к роботам, автоматическому оборудованию и пультам управления благодаря интерфейсу CAN-BUS и различным протоколам связи.[] Основные параметры Тип сварки - MIG/MAG Диапазон тока сварки (MIG/MAG) - 30 - 500 А Режим управления - полностью цифровое Напряжение питания - 3 фазы, 380 В переменного тока ± 25% (285-475 В) Частота сети питания - 30-80 Гц. Потребляемая мощность - 22.3 кВт. Эффективный КПД - 500А / 100% / 25°С. Номинальное напряжение холостого хода - 73.3 В. Процессы сварки - CO2 / MAG / MMA / сплошная проволока / порошковая проволока / электроды. Интерфейс подключения робота – Да. Диаметр проволоки -1.0 мм, 1.2 мм, 1.6 мм. Регулировка скорости подачи проволоки - 1,4 - 24 м/мин. Динамика дуги - -9 - +9. Класс защиты - IP23S. Габаритные размеры - 300 х 480 х 620 мм.
          Масса - 52 кг. Масса - 52 кг.
         5.2.2. Режимы сварки. Таблица 2. 5.2.2. Режимы сварки. Таблица 2.
Таблица 2.
5.2.3. Сварочные материалы. Для сварки выбираем сварочную проволку Св-0.8Г2С ГОСТ 2246-76. Расшифровка: Св - обозначает назначение для сварки; 08 - количество углерода в процентах (С=0,08%); Г - наличие в составе марганца; 2 - содержание марганца в поцентах; С - наличие в составе кремния, не более 1%. По составу проволка схоже со сталью из которой изготавливается консоль и обеспечит равнопрочный шов с основным металлом при соблюдение режимов сварки. Газовая среда обеспечивает защиту сварочной ванны от окружающей среды. Углекислый газ является основным защитным активным газом, он поставляется по ГОСТ 8050 - 76 «Двуокись углерода газообразная и жидкая». Применяют CO2 при сварке чистотой 99,5%. Но отдельные газы отступают технологическими свойствами по сравнениюсо смесью газов. Применение смеси аргона и углекислого газа (обычно 18-25%) эффективно при сварке низкоуглеродистых и низколегированных сталей. По сравнению со сваркой в чистом аргоне или углекислом газе более легко достигается струйный перенос электродного металла. Сварные швы более пластичны, чем при сварке в чистом углекислом газе. По сравнению со сваркой в чистом аргоне меньше вероятность образования пор. По этому выбираем семесь газов Ar + (20%CO_2).
        
          6. Компоновка установки роботезированного комплекса. 6. Компоновка установки роботезированного комплекса.
Собранная установка рис.28 должна обеспечивать свободное перемещение в зоне производимых работ и обеспечить сборку и сварку изделий в соответствии с технической документацией, наблюдением за сварочными процессами. А также обеспечить удобством обслуживания этой установки в соответствии с техникой безопасности. Двух стоечный кантователь должен обеспечить свободное вращение вокруг своей оси изделия со сварочным столом. В данной работе мы рассмотрим роботизированный сварочный комплекс на базе робота фирмы GSK. И техническую оснащённость участка в коммуникации со сварочным роботом.
Рис.28. Компоновка установки. 1 - робот, 2 - изделие, 3 – кантователь, 4 – напольная ось перемещения по рельсовому пути, 5 – стол. 6.1. Для сварки балки применяется сварочный робот фирмы GSK серии RH06A3-2060 с антропоморфной ситемой орентирования по координатам рис.29. Данный робот устонавливается как в стационарном положении так и для перемешения вдоль осей обслуживаемых обектов. Для перемещения служат напольные линейные оси перемещения на рельсовом ходу, а в подвешенном состоянии портальные установки на рельсовом ходу.Внашем случае мы выбрали напольное премещение по рельсовым путям. Технические характеристики робота: степень свободы - 6; вид привода - сервопривод переменного тока; эффективная нагрузка, кг - 6; точность повторного позиционирования, мм - 0.05; радиус действия, мм - 2060; масса робота, кг – 285;
Рис.29. Робот фирмы GSK серии RH06A3-2060[8] 6.2. Двухстоячный контователь серии HTS-10K рис.30. Кнтователи позиционеры служат для изменения положения детали под нужным углом тем самым поддерживать зону сварки в нижнем положении вокруг своей оси.
Рис.30.Двух стоячный контователь HTS-10K.[10]
         Технические характеристики: Технические характеристики:
мощность электродвигателя привода кВт - 2.01. Высота от уровня пола до оси вращения шпинделя мм - 1000. Грузопдъёмность кг - 5000. Максимальная грузоподъемность кг - 1000. Диаметр планшайбы мм -1200. Т-образный паз под размер болта – М24. 6.3. Сварочное оборудывание для робототехнического комплекса. В состав сварочного оборудывания входит: источник питания сварочной дуги, аппаратура подачи сварочной проволки, набор сварочных горелок, газовая аппаратура, аппаратура охлаждение горелки, станция очистки горелки от брызг, коммуникации, средства контроля, устройства крепления на составных частях робота.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-09-03; просмотров: 37; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.23.101.60 (0.111 с.) |



 ) на обратной полярности.
) на обратной полярности. 
 . Боковой лист прижымаем к столу спициальными прижимами рис.25 со свободной сторныи.
. Боковой лист прижымаем к столу спициальными прижимами рис.25 со свободной сторныи.