
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Гибка нижнего листа балки консоли.
Гиибку нижнего листа балки выполняем в вертикальных гидравлических гибочных станках V- образным методом. Этот метод более распрастранён принцип изгиба осуществляется с помощью пуансона и штампа. У этого метода есть три подгруппы нижня гибка, свободная гибка, и гибка чеканкой. Расмотрим два первых ваврианта так как они самые распрастранёные. В нижней гибке рис.11. пуансон давит на лист и вжимает его в матрицу прижимая к стенкам поэтому угол матрицы влияет на конечный угол заготовки. В этом случае можно приложить большее усилие и снизить пружинящий эффект получая более точный угол загиба.
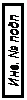          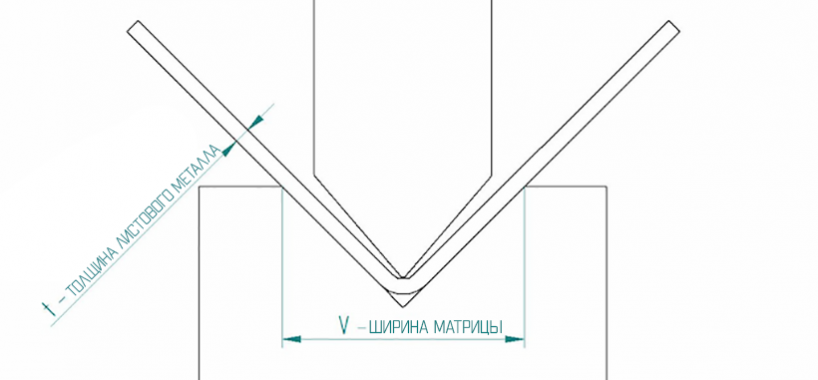
Рис.11.Нижняя гибка. Свободная гибка аналагична нижней но при этом изгибаемый лист не касается детали полностью, а опирается на две точки и пуансон толкает изгиб рис.12.
Рис.12. Свободная гибка.
        Этот метод мене точен по сравнению с другим, зато более гибок и прост. Для загиба под другим углом не требует перенастройку матрицы. Так как у нас Этот метод мене точен по сравнению с другим, зато более гибок и прост. Для загиба под другим углом не требует перенастройку матрицы. Так как у нас
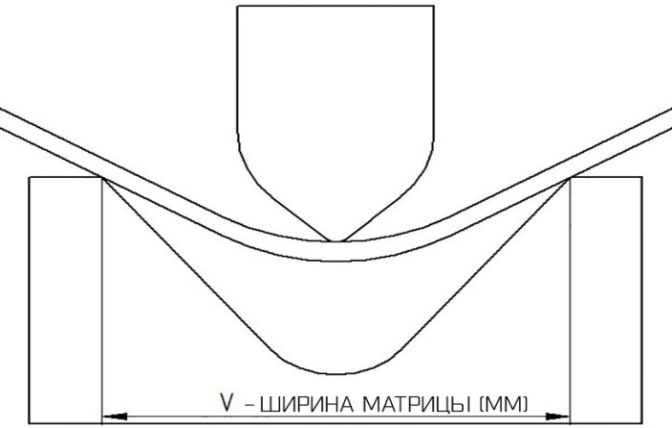
роботизированная сварка нужна высокая точность зоготовок выбираем гидравлический вертиткальный гибочный станок с использованием нижнего меода гибки. Выбор способа сварки Для сварки консоли расмотрим два способа автоматической сварки под слоем флюса и в среде защитных газов согласно рекомендациям [3.4.5]. Сварку низкоуглеродистой стали для проризводства балок рекомендуется вести на автоматизированных линиях с применением роботов. 3.6.1. Автоматическая сварка под слоем флюса. Процесс происходит с помощью плавления непокрытой проволоки дугой которая горит под расплавленным флюсом схема данного процесса изображена рис. 13. Под действием высокой температуры дуги расплавляется основной металл, сварочная проволока, часть флюса, образуя зону сварки. Сварочная проволока подается в зону сварки автоматический со скоростью ее плавления и переносится в сварочную ванну в виде капель. Расплавленный флюс образует плотную эластичную оболочку, созданную слоем жидкого флюса под которой находится газовая полость.
Рис.13. Схема сварки под слоем флюса. После кристаллизации сварочной ванны образуется сварной шов, покрытый шлаковой коркой. Преимуществом данного вида сварки является производительность, это происходит в связи с использованием повышенного тока и высокой плотности тока в сварочной проволоке. Плотность флюса предотвращает потерю жидкого металла из газовой полости. С помощью данного вида сварки образуется качественное неразъёмное соединение.
          Недостатком этого метода является сварка только в нижнем положении, невозможность вести контроль сварочного процесса, трудности с подготовкой и хранением флюса. Недостатком этого метода является сварка только в нижнем положении, невозможность вести контроль сварочного процесса, трудности с подготовкой и хранением флюса.
3.6.2. Сварка в защитных газах плавящимся электродом (сварочной проволокой). Сварочный процесс заключается, в подаче сварочной проволоки в зону сварки со средней скоростью плавления механическим способом во время которого сварочная дуга и зона сварки защищается инертным газом проходящим через сопло, через это же сопло подаётся и сварочная проволока. Данный вид сварки изабражон схематический на рис.14. Преимуществом данного способа в удобстве использования его во всех пространственных положениях, возможность визуального наблюдения за процессом сварки.
Рис.14. Сварка в защитных газах плавящимся электродом. Отсутствие шлаковой корки и по этому ненужности операции по зачистки шва после сварки от шлака. Процесс дуговой сварки менее чувствителен к загрязнениям на свариваемых кромках по сравнению с процессом сваркой под флюсом. Большой диапазон возможностей по механизации автоматизации и роботизации сварки. При использовании смеси газов Ar+
        Рассмотрев достоинства и недостатки очевидным выбором стоновится сварка в защитных газах плавящимся электродом. Рассмотрев достоинства и недостатки очевидным выбором стоновится сварка в защитных газах плавящимся электродом.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-09-03; просмотров: 40; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.36.141 (0.007 с.) |
 в соотношении 80-20% уменьшается разбрызгивание металла.
в соотношении 80-20% уменьшается разбрызгивание металла.


