
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема 1. 3. Сплавы на основе железа
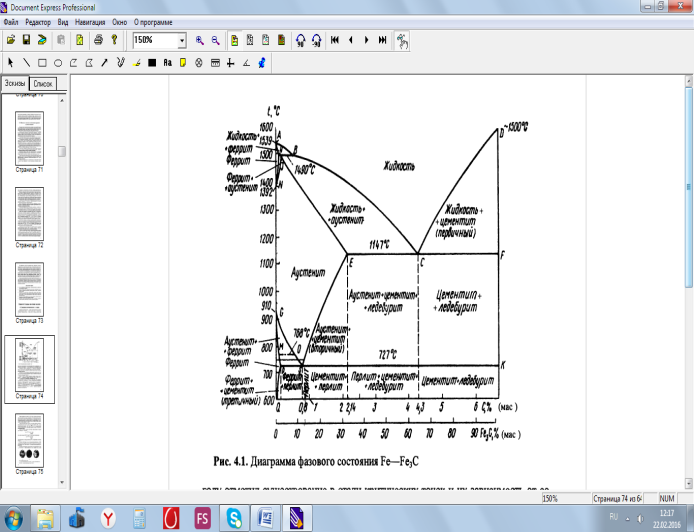
Диаграмма состояния железо – углерод (см. схему 2) дает представление о строении железоуглеродистых сплавов – сталей и чугунов.
Схема 2 Диаграмма фазового состояния Fe – Fe3C Содержание углерода в диаграмме Fe – C (цементит) ограничивается 6,67%, т.к. при этой концентрации образуется химическое соединение – карбид железа (Fe3C) или цементит, который и является вторым компонентом данной диаграммы. Точка А (15390С) отвечает температуре плавления железа, точка D (15000C) – температуре плавления цементита, точки N (13920C) и G (9100С) соответствуют полиморфному превращению Feα – Feγ. В системе (Fe – C) имеются две большие группы сплавов: стали и чугуны. Сталями называются сплавы железа с углеродом, содержащие до 2,14% С; сплавы с большим содержанием углерода от 2,14% до 6,67% называются чугунами. [4] Углеродистые стали классифицируются: По содержанию углерода на низкоуглеродистые (до 0,3% С), среднеуглеродистые (0,3 – 0,7% С) и высокоуглеродистые (более 0,7% С). По назначению на конструкционные и инструментальные. По качеству наобыкновенного качества, качественные, высоко-качественные. По степени раскисления на кипящие (Si менее 0,07%), спокойные стали раскисляют марганцем, кремнием и алюминием (более 0,12%) и полуспокойные, которые занимают промежуточное положение между спокойными и кипящими. Ракисление – это процесс удаления из жидкого металла кислорода, проводимый с целью предотвращения хрупкого разрушения стали при горячей деформации. По структуре в равновесном состоянии стали делятся на доэвтек-тоидные, эвтектоидные и заэвтектоидные. Влияние постоянных примесей на углеродистые стали. В зависимости от способа выплавки стали различаются содержанием примесей. Основные из них следующие: 1) марганец в виде оксида MnO2 – пиролюзит; 2) кремний в виде соединения SiO2 – кремнезем; 3) вредные примеси – фосфор и сера. Эти элементы оказывают существенное влияние на механические, технологические и др. свойства стали, поэтому их количество строго регламентируется в различных марках сталей; 4) при выплавке и разливке стали в нее из окружающей атмосферы попадают кислород, азот, водород и др. газы Включения оксидов MnO, SiO2 и Al2O3, а также некоторые других элементов могут образовывать в стали как продукты реакций раскисления на определенном этапе, а также попасть в нее из футеровки печей. Все неметаллические примеси существенно ухудшают металлургическое качество стали и снижают ее механические свойства.
Чугуны. Чугуны – более дешевый материал, чем сталь. Содержание углерода в них больше 2,14%. Они обладают пониженной температурой плавления и хорошими литейными свойствами. За счет этого из чугунов можно делать отливки более сложной формы, чем из сталей. В зависимости от того, в какой форме присутствует углерод в сплавах, различают белые, серые, высокопрочные и ковкие чугуны. Высокопрочные чугуны являются разновидностью серых, но из-за повышенных механических свойств их выделяют в особую группу. Белый чугун имеет матово-белый цвет. Весь углерод в этом чугуне находится в связанном состоянии в виде цементита. Имеет большую твердость, очень хрупкий, для изготовления машин не используется. Отливки из белого чугуна служат для получения деталей из ковкого чугуна с помощью графитизирующего отжига. Высокая твердость поверхности такой отливки позволяет ей хорошо работать против истирания. Эти свойства отбеленного чугуна применяются для изготовления деталей, работающих в условиях износа. Серый чугун по виду излома имеет серый цвет. В структуре серого чугуна имеется графит. По структуре металлической основы серые чугуны разделяют на три вида. Марка серого чугуна состоит из букв СЧ (серый чугун) и цифры или группы цифр показывающих предел прочности (временное сопротивление) при растяжении и изгибе (кгс/мм2). Показателями механических свойств серых чугунов является прочность при статическом растяжении. Серые чугуны имеют разнообразное применение от слабонагруженных деталей до изготовления отливок для станин мощных станков. В высокопрочных чугунах графит имеет шаровидную форму. Их получают путем модифицирования магнием. Чугуны с шаровидным графитом имеют более высокую прочность и при этом некоторую пластичность. Маркируются высокопрочные чугуны по пределу прочности (Ϭпр) и относительному удлинению (δ), например ВЧ45–5, где 45 кгс/мм2 – предел прочности, 5% – относительное удлинение.
Из высокопрочных чугунов изготавливают оборудование прокатных станов, кузнечнопрессовое оборудование, коленчатые валы и др. детали, работающие при циклических нагрузках и в условиях сильного износа. Ковкими называют чугуны, в которых графит имеет хлопьевидную форму. Их получают в результате специального графитизирующего отжига (томление) белого чугуна. Ковкий чугун по сравнению с серым обладает более высокой прочностью. Маркировка ковких чугунов КЧ и цифрами (как высокопрочных чугунов) Ковкие чугуны широко применяются в сельскохозяйственном, авто-мобильном и текстильном машиностроении, в судо- и котло-, вагоно- и дизелестроении. Этот чугун идет на изготовление деталей высокой прочности, которые подвержены сильному истиранию и ударным знакопеременным нагрузкам. Недостаток ковкого чугуна – высокая стоимость из-за продолжительного дорогостоящего отжига. [3] ЗАДАНИЯ КОНТРОЛЬНОЙ РАБОТЫ Задание №1. Выполнить практическую работу «Построение кривых охлаждения сплавов Железо-Цементит» Цель работы: ознакомление с принципами построения диаграмм состояния сплавов; изучение диаграммы состояния железо-цементит и превращений в железоуглеродистых сплавах в равновесных условиях.
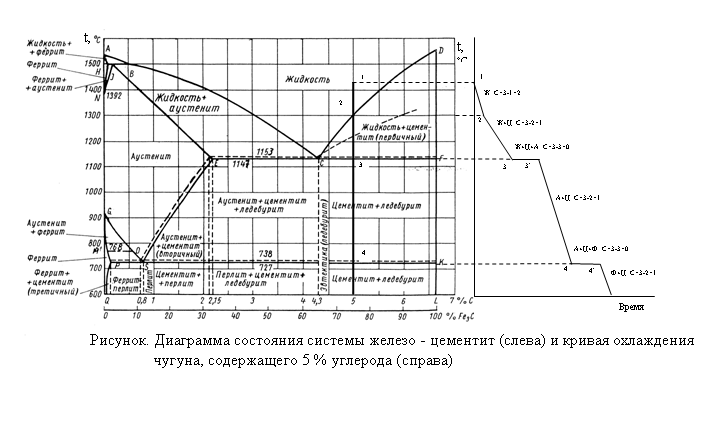
с = к + n – ф. При рассмотрении равновесия в металлических сплавах, находящихся под воздействием атмосферного давления, единственным внешним переменным фактором является температура и поэтому n = 1. Система железо-цементит является двухкомпонентной, то есть к = 2. Отсюда следует, что с = 2 + 1 – ф = 3 – ф. Для построения кривой охлаждения (или нагрева) сплава, прежде всего, необходимо найти на концентрационной оси диаграммы состояния координату, соответствующую содержанию углерода в сплаве. Затем из найденной точки следует восстановить перпендикуляр до области существования жидкой фазы. Кривая охлаждения (или нагрева) строится справа от диаграммы состояния в координатах температура (ось абсцисс) - время (ось ординат). Масштаб оси времени произвольный, а масштаб оси температуры такой же, как и на диаграмме состояния. Построение кривой охлаждения рассмотрим на примере чугуна, содержащего 5 % углерода (см. рисунок). Восстанавливаем перпендикуляр из отметки 5 % углерода на оси абсцисс до точки 1, находящейся в области жидкого состояния сплавов. жидкий раствор углерода в железе), следовательно с = 3 – 1 = 2.-Переносим пунктиром температуру точки 1 на ось температур нашего графика. В точке 1 рассматриваемый сплав находится в жидком состоянии (то есть существует только одна фаза жидкий раствор углерода в железе), следовательно с = 3 – 1 = 2. При двух степенях свободы равновесие в системе не нарушается даже при одновременном изменении температуры и концентрации сплава в определенных пределах. При понижении температуры в сплаве не будет происходить никаких превращений, и температура будет падать быстро, кривая охлаждения идет круто вниз до точки 2. Точкой 2 обозначено пересечение нашей вертикали с линией CD диаграммы состояния, соответствующей началу кристаллизации цементита. цементит, число степеней свободы уменьшается (с = 3 – 2 = 1), кривая охлаждения станет более пологой до температуры, соответствующей следующей критической точке 3.-Следовательно, в сплаве появляется вторая фаза цементит, число степеней свободы уменьшается (с = 3 – 2 = 1), кривая охлаждения станет более пологой до температуры, соответствующей следующей критической точке 3. На участке кривой 1-2 указываем фазовое состояние сплава “ж” и число степеней свободы, равное 2, соответственно на участке 2-3 фазовое состояние “ж + ц”, а число степеней свободы с = 1. При изменении температуры в пределах точек 2 и 3 изменяется соотношение между жидкой и твердой фазами, но равновесие не нарушается.- жидкий раствор углерода в железе), следовательно с = 3 – 1 = 2. При двух степенях свободы равновесие в системе не нарушается даже при одновременном изменении температуры и концентрации сплава в определенных пределах. При понижении температуры в сплаве не будет происходить никаких превращений, и температура будет падать быстро, кривая охлаждения идет круто вниз до точки 2. Точкой 2 обозначено пересечение нашей вертикали с линией CD диаграммы состояния, соответствующей началу кристаллизации цементита. Следовательно, в сплаве появляется вторая фаза -Построение кривой охлаждения рассмотрим на примере чугуна, содержащего 5 % углерода (см. рисунок). Восстанавливаем перпендикуляр из отметки 5 % углерода на оси абсцисс до точки 1, находящейся в области жидкого состояния сплавов. Переносим пунктиром температуру точки 1 на ось температур нашего графика. В точке 1 рассматриваемый сплав находится в жидком состоянии (то есть существует только одна фаза
Содержание отчета
ВАРИАНТЫ ЗАДАНИЙ
Задание №2.
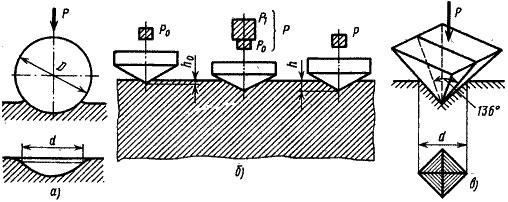
Изучить сущность определения твердости различными методами. Твердость – это сопротивление материала проникновению в его поверхность стандартного тела (индентора), не деформирующегося при испытании. Широкое распространение объясняется тем, что не требуются специальные образцы. Это неразрушающий метод контроля. Основной метод оценки качества термической обработке изделия. О твердости судят либо по глубине проникновения индентора (метод Роквелла), либо по величине отпечатка от вдавливания (методы Бринелля, Виккерса). Во всех случаях происходит пластическая деформация материала. Чем больше сопротивление материала пластической деформации, тем выше твердость. Наибольшее распространение получили методы Бринелля, Роквелла и Виккерса. Схемы испытаний представлены на рисунке 1.
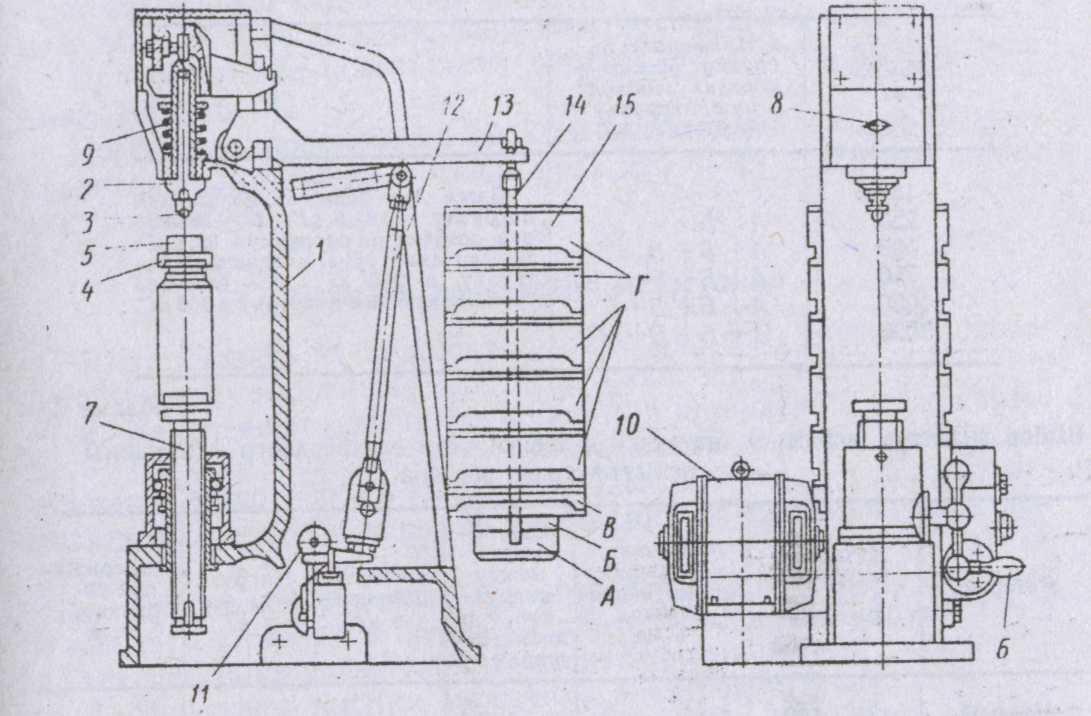
Твердость по Бринеллю Испытание проводят на твердомере Бринелля (рисунок 1 а). В качестве индентора используется стальной закаленный шарик диаметром D 2,5; 5; 10 мм, в зависимости от толщины изделия. Нагрузка Р, в зависимости от диаметра шарика и измеряемой твердости: для термически обработанной стали и чугуна – P=30D2, литой бронзы и латуни – P=10D2, алюминия и других очень мягких металлов – P=2,5D2. Продолжительность выдержки: для стали и чугуна – 10 с, для латуни и бронзы – 30 с. Полученный отпечаток измеряется в двух направлениях при помощи лупы Бринелля. Твердость по Бринеллю обозначается НВ 250. Испытание по Бринеллю Прибор для испытания на твердость по Бринеллю Наиболее распространенным прибором для испытания на твердость по Бринеллю является автоматический рычажный пресс. Схема автоматического рычажного пресса показана на рисунке 1. В верхней части станины 1 имеется шпиндель 2, в который вставляется наконечник с шариком 3. Может быть установлен один из трех наконечников — с шариком диаметром 10,5 или 2,5 мм. Столик 4 служит для установки на нем испытываемого образца 5. Вращением по часовой стрелке рукоятки 6 приводят в движение винт 7, который, перемещаясь вверх, поднимает столик 4, и образец 5 прижимается к шарику 3. При вращении рукоятки 6 до тех пор, пока указатель 8 не станет против риски, пружина 9 сжимается до отказа и создается предварительная нагрузка в 100 кГ. Электродвигатель 10, который включают нажатием кнопки, расположенной сбоку пресса, приводит во вращение эксцентрик 11. При вращении эксцентрика 11 шатун 12, перемещаясь вниз, опускает рычаг 13 и соединенную с ним подвеску 14 с грузами 15, создавая этим нагрузку на шарик, который вдавливается в образец. При дальнейшем вращении эксцентрика И шатун 12, перемещаясь вверх, поднимает рычаг 13 и подвеску 14 с грузами 15, снимая этим нагрузку с шарика. Когда рычаг и подвеска с грузами достигнут исходного положения, автоматически дается сигнал звонком и автоматически выключается электродвигатель. Вращением рукоятки 6 против часовой стрелки опускают столик 4. В зависимости от грузов, установленных на подвеске 14, создается различная нагрузка
Рисунок 1 - Схема автоматического рычажного пресса для определения твёрдости. Метод Роквелла Основан на вдавливании в поверхность наконечника под определенной нагрузкой (рисунок 1 б) Индентор для мягких материалов (до НВ 230) – стальной шарик диаметром 1/16” (Ø1,6 мм), для более твердых материалов – конус алмазный. Нагружение осуществляется в два этапа. Сначала прикладывается предварительная нагрузка P0 (10 ктс) для плотного соприкосновения наконечника с образцом. Затем прикладывается основная нагрузка Р1, в течение некоторого времени действует общая рабочая нагрузка Р. После снятия основной нагрузки определяют значение твердости по глубине остаточного вдавливания наконечника h под нагрузкой P0.
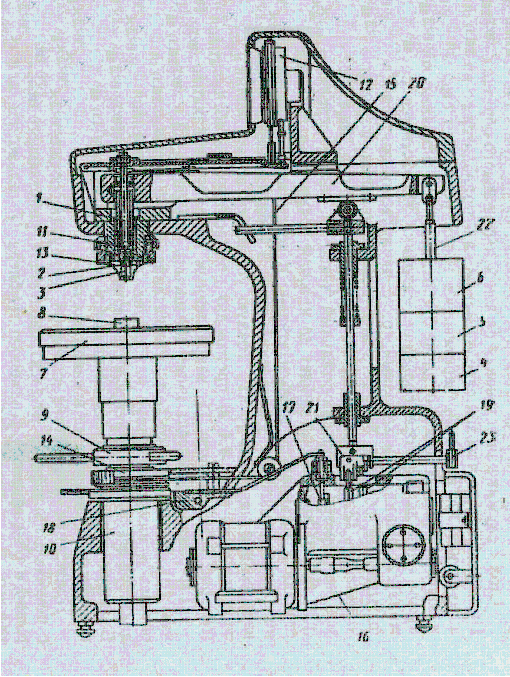
Испытание по Роквеллу Прибор типа Роквелла ТК-2
Приведение в действие основной нагрузки осуществляется с помощью привода 16 от электродвигателя, работающего непрерывно и отключаемого с помощью тумблера 17 только при длительных перерывах в работе прибора. Нажатием клавиши 18 приводят в действие кулачковый блок 19 механизма привода 16, передача от которого к грузовому рычагу 20 осуществляется с помощью штока 21. При этом подвеска 22 с грузами 4—6 опускается, и этим обеспечивается действие основной нагрузки и создается общая нагрузка (предварительная + основная). Под действием основной нагрузки шарик, или алмазный конус, все глубже проникает в испытываемый образец, при этом большая стрелка индикатора поворачивается против часовой стрелки. После окончания вдавливания основная нагрузка, действовавшая на образец, автоматически снимается и остается предварительная нагрузка. При этом большая стрелка индикатора перемещается по часовой стрелке и указывает на шкале индикатора число твердости по Роквеллу. При испытании алмазным конусом под нагрузкой 150 или 60 кГ отсчет производят по черной шкале, а при испытании шариком под нагрузкой 100 кГ — по красной шкале. По окончании цикла испытания кулачковый блок автоматически отключается и фиксируется в исходном положении. Нормальная - продолжительность цикла испытания 4 сек при положении рукоятки 23 (см. рис. 3) указателя против буквы Н.
Рисунок 2 - Прибор ТК-2 Рисунок 3 - Схема прибора ТК-2 Метод Виккерса Твердость определяется по величине отпечатка (рисунок 1 в). В качестве индентора используется алмазная четырехгранная пирамида с углом при вершине 136°. Нагрузка Р составляет 5…100 кгс. Диагональ отпечатка d измеряется при помощи микроскопа, установленного на приборе. Преимущество данного способа в том, что можно измерять твердость любых материалов, тонкие изделия, поверхностные слои. Высокая точность и чувствительность метода. Испытание по Виккерсу Прибор типа Виккерса. Основной частью прибора (рис. 4) является поворотная головка 1, в которой смонтирована оправка с алмазной пирамидой 2, закрытой чехлом 3; специальный измерительный микроскоп 4 для измерения длины диагонали отпечатка и рабочий шпиндель 5. При повороте рукояткой 6 головки 1 в крайнее левое положение прибор приводится в рабочее состояние, при котором ось рабочего шпинделя 5 совмещается с осью промежуточного шпинделя 7. При повороте рукояткой 6 головки 1 в крайнее правое положение прибор приводится в положение, при котором оптическая ось микроскопа 4 совмещается с центром отпечатка. При установке прибора в рабочее положение пружина 8 соединяет промежуточный шпиндель 7 с призмой 9 грузового рычага 10. На подвеске VI грузового рычага 10 устанавливают сменные грузы 12. Столик 13 служит для установки на нем испытываемого образца 14. При вращении по часовой стрелке маховика 15 приводится во вращение винт 16, который, перемещаясь вверх, поднимает столик 13, и образец 14 прижимается к чехлу 3. В правой части прибора имется грузовой привод с масляным амортизатором 17 при помощи которого приложение нагрузки, выдержка под нагрузкой и снятие нагрузки осуществляются механически за счет энергии опускающегося груза 18. В связи с этим до прижима образца 14 к чехлу 3 грузовой привод должен быть взведен, что осуществляется нажимом рукоятки 19. При этом подъемный шток 20 удерживается во взведенном положении рычагом 21, жестко связанным с рукояткой 19 взвода, а рычаг 22 запирает всю систему привода во взведенном положении.
Рисунок 4 - Кинематическая схема прибора типа Виккерса.
Продолжительность выдержки образца под нагрузкой регистрируется сигнальной лампочкой 29. В момент приложения нагрузки сигнальная лампочка зажигается и гаснет, когда нагрузка снята. Продолжительность выдержки образца под нагрузкой может быть от 10 до 60 сек, что достигается изменением скорости опускания штока амортизатора регулятором 30.
Порядок выполнения работы:
Задание №3. Расшифровать буквы и цифры в названии марок конструкционных материалов
Теоретическая основа работы Алюминий и его сплавы Алюминий - легкий металл, обладающий высокими тепло- и электропроводностью, стойкий к коррозии. В зависимости от степени частоты первичный алюминий согласно ГОСТ 11069-74 бывает особой (А999), высокой (А995, А95) и технической чистоты (А85, А7Е, АО и др.). Алюминий маркируют буквой А и цифрами, обозначающими доли процента свыше 99,0% Al; буква "Е" обозначает повышенное содержание железа и пониженное кремния. А999 - алюминий особой чистоты, в котором содержится не менее 99,999% Al; А5 - алюминий технической чистоты в котором 99,5% алюминия. Алюминиевые сплавы разделяют на деформируемые и литейные. Те и другие могут быть не упрочняемые и упрочняемые термической обработкой. Деформируемые алюминиевые сплавы хорошо обрабатываются прокаткой, ковкой, штамповкой. Их марки приведены в ГОСТ4784-74. К деформируемым алюминиевым сплавам не упрочняемым термообработкой, относятся сплавы системы Al-Mn и AL-Mg:Aмц; АмцС; Амг1; АМг4,5; Амг6. Аббревиатура включает в себя начальные буквы, входящие в состав сплава компонентов и цифры, указывающие содержание легирующего элемента в процентах. К деформируемым алюминиевым сплавам, упрочняемым термической обработкой, относятся сплавы системы Al-Cu-Mg с добавками некоторых элементов (дуралюны, ковочные сплавы), а также высокопрочные и жаропрочные сплавы сложного хим.состава. Дуралюмины маркируются буквой "Д" и порядковым номером, например: Д1, Д12, Д18, АК4, АК8. Чистый деформируемый алюминий обозначается буквами "АД" и условным обозначением степени его чистоты: АДоч (>=99,98% Al), АД000(>=99,80% Аl), АД0(99,5% Аl), АД1 (99,30% Al), АД(>=98,80% Аl). Литейные алюминиевые сплавы (ГОСТ 2685-75) обладает хорошей жидко-текучестью, имеет сравнительно не большую усадку и предназначены в основном для фасонного литья. Эти сплавы маркируются буквами "АЛ" с последующим порядковым номером: АЛ2, АЛ9, АЛ13, АЛ22, АЛЗО. Иногда маркируют по составу: АК7М2; АК21М2, 5Н2,5; АК4МЦ6. В этом случае "М" обозначает медь. "К" - кремний, "Ц" - цинк, "Н" - никель; цифра - среднее % содержание элемента. Из алюминиевых антифрикционных сплавов (ГОСТ 14113-78) изготовляют подшипники и вкладыши как литьем так и обработкой давлением. Такие сплавы маркируют буквой "А" и начальными буквами входящих в них элементов: А09-2, А06-1, АН-2,5, АСМТ. В первые два сплава входят в указанное количество олова и меди (первая цифра-олово, вторая-медь в %), в третий 2,7-3,3% Ni и в четвертый медь сурьма и теллур Медь и ее сплавы Технически чистая медь обладает высокими пластичностью и коррозийной стойкостью, малым удельным электросопротивлением и высокой теплопроводностью. По чистоте медь подразделяют на марки (ГОСТ 859-78). После обозначения марки указывают способ изготовления меди: к - катодная, б - бес кислородная, р - раскисленная. Медь огневого рафинирования не обозначается. МООк - технически чистая катодная медь, содержащая не менее 99,99% меди и серебра. МЗ - технически чистая медь огневого рафинирования, содержит не менее 99,5%меди и серебра. Медные сплавы разделяют на бронзы и латуни. Бронзы- это сплавы меди с оловом (4 - 33% Sn хотя бывают без оловянные бронзы), свинцом (до 30% Pb), алюминием (5-11% AL), кремнием (4-5% Si), сурьмой и фосфором (ГОСТ 493-79, ГОСТ 613-79, ГОСТ 5017-74, ГОСТ 18175-78). Латуни - сплавы меди с цинком (до 50% Zn) и небольшими добавками алюминия, кремния, свинца, никеля, марганца (ГОСТ 15527-70, ГОСТ 17711-80). Медные сплавы предназначены для изготовления деталей методами литья, называют литейными, а сплавы, предназначенные для изготовления деталей пластическим деформированием - сплавами, обрабатываемыми давлением. Медные сплавы обозначают начальными буквами их названия (Бр или Л), после чего следуют первые буквы названий основных элементов, образующих сплав, и цифры, указывающие кол-во элемента в процентах. Приняты следующие обозначения компонентов сплавов: А - алюминий Су - сурьма Мц - марганец К - кремний С - свинец Н - никель Б - бериллий Т - титан Мг - магний Кд - кадмий Ср - серебро О - олово Ж - железо Ф - фосфор Мш - мышьяк Х - хром Ц – цинк Примеры: БрА9Мц2Л - бронза, содержащая 9% алюминия, 2% Mn, остальное Cu ("Л"' указывает, что сплав литейный); ЛЦ40Мц3Ж - латунь, содержащая 40% Zn, 3% Mn, ~l% Fe, остальное Cu; Бр0Ф8,0-0,3 - бронза на ряду с медью содержащая 8% олова и 0,3% фосфора; ЛАМш77-2-0,05 - латунь содержащая 77% Cu, 2% Al, 0,055 мышьяка, остальное Zn (в обозначении латуни, предназначенной для обработки давлением, первое число указывает на содержание меди). В несложных по составу латунях указывают только содержание в сплаве меди:Л96 - латунь содержащая 96% Cu и ~4% Zn (томпак); Лб3 - латунь содержащая 63% Cu и -37% Zn. Марки меди и её применение
Задание №4. Расшифровать марки проводов и кабелей
Теоретический материал: Единой буквенно-цифровой системы обозначения кабельных изделий не установлено. Существует гостированное техническое обозначение материалов, из которых состоят элементы изделий, а также их конструктивных особенностей. Значение аббревиатур марок кабеля и провода отечественного производства: Расшифровка сокращений, применяемых для обозначений силовых кабелей с ПВХ (виниловой) и резиновой изоляцией (по ГОСТ 16442-80, ТУ16.71-277-98, ТУ 16.К71-335-2004)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 58; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.67.203 (0.112 с.) |

 Общий вид и схема прибора ТК-2 показаны на рис. 2 и 3. Шпиндель 1 прибора (см. рис. 2) служит для закрепления на его конце с помощью винта 2 оправки 3 с шариком или алмазным (или из твердого сплава) конусом. Постоянный груз 4 создает нагрузку 50 кГ если на постоянный груз 4 установлен груз 5 (40 кГ), то создается нагрузка 90 кГ, если на постоянный груз 4 установлен груз 5 и груз 6 (50 кГ), то создается нагрузка 140 кГ. Стол 7 служит для установки на нем испытываемого образца 8. При вращении по часовой стрелке маховика 9 приводится во вращение винт 10, который, перемещаясь вверх, поднимает стол 7. и образец 8 подводится к оправке 3 с шариком или алмазным конусом. При дальнейшем вращении маховика 9 сжимается пружина 11, шарик, или алмазный конус, начинает внедряться в испытываемый образец 8, а стрелки поворачиваются по шкале индикатора 12. При вращении маховика 9 до тех пор, пока образец не упрется в ограничительный чехол 13, малая стрелка индикатора дойдет до красной точки, а большая стрелка установится приблизительно в вертикальном положении (с погрешностью ±5 делений) (, создается предварительная нагрузка 10 кГ. Точную установку шкалы индикатора на нуль производят при помощи барабана 14 (см. рис. 3) тросиком 15, закрепленным на ранте индикатора. Циферблат индикатора имеет две шкалы — черную (С) и красную (В). Независимо от того, что вдавливается в испытываемый образец — алмазный конус или шарик, с большой стрелкой индикатора всегда совмещается нуль черной шкалы со значком «С». Большую стрелку с нулевым штрихом красной шкалы со значком «В» не совмещают ни в каком случае.
Общий вид и схема прибора ТК-2 показаны на рис. 2 и 3. Шпиндель 1 прибора (см. рис. 2) служит для закрепления на его конце с помощью винта 2 оправки 3 с шариком или алмазным (или из твердого сплава) конусом. Постоянный груз 4 создает нагрузку 50 кГ если на постоянный груз 4 установлен груз 5 (40 кГ), то создается нагрузка 90 кГ, если на постоянный груз 4 установлен груз 5 и груз 6 (50 кГ), то создается нагрузка 140 кГ. Стол 7 служит для установки на нем испытываемого образца 8. При вращении по часовой стрелке маховика 9 приводится во вращение винт 10, который, перемещаясь вверх, поднимает стол 7. и образец 8 подводится к оправке 3 с шариком или алмазным конусом. При дальнейшем вращении маховика 9 сжимается пружина 11, шарик, или алмазный конус, начинает внедряться в испытываемый образец 8, а стрелки поворачиваются по шкале индикатора 12. При вращении маховика 9 до тех пор, пока образец не упрется в ограничительный чехол 13, малая стрелка индикатора дойдет до красной точки, а большая стрелка установится приблизительно в вертикальном положении (с погрешностью ±5 делений) (, создается предварительная нагрузка 10 кГ. Точную установку шкалы индикатора на нуль производят при помощи барабана 14 (см. рис. 3) тросиком 15, закрепленным на ранте индикатора. Циферблат индикатора имеет две шкалы — черную (С) и красную (В). Независимо от того, что вдавливается в испытываемый образец — алмазный конус или шарик, с большой стрелкой индикатора всегда совмещается нуль черной шкалы со значком «С». Большую стрелку с нулевым штрихом красной шкалы со значком «В» не совмещают ни в каком случае.


 Привод включают нажимом на педаль 23 пускового механизма. При этом приводится в движение рычаг 22 и под действием груза 18 опускается втулка 24, опирающийся на нее подъемный шток 20 и поршень 25 масляного амортизатора 17. Одновременно опускается грузовой рычаг 10, который опирается на шток 20, при этом алмазная пирамида 2 вдавливается в поверхность образца 14. При опускании втулки 24, шарнирно связанной с рычагом 26, соединенным с тягой 27 происходит подъем рычага 28 навстречу штоку 20. Когда шток 20 опустится приблизительно на 16 мм, его нижний конец встречается с рычагом 28. При дальнейшем опускании втулки 24 продолжается подъем рычага 28, при этом поднимаетсяшток 20 и грузовой рычаг 10. К концу хода поршня 25 масляного амортизатора 17 шток 20 придет в начальное положение и снимет нагрузку.
Привод включают нажимом на педаль 23 пускового механизма. При этом приводится в движение рычаг 22 и под действием груза 18 опускается втулка 24, опирающийся на нее подъемный шток 20 и поршень 25 масляного амортизатора 17. Одновременно опускается грузовой рычаг 10, который опирается на шток 20, при этом алмазная пирамида 2 вдавливается в поверхность образца 14. При опускании втулки 24, шарнирно связанной с рычагом 26, соединенным с тягой 27 происходит подъем рычага 28 навстречу штоку 20. Когда шток 20 опустится приблизительно на 16 мм, его нижний конец встречается с рычагом 28. При дальнейшем опускании втулки 24 продолжается подъем рычага 28, при этом поднимаетсяшток 20 и грузовой рычаг 10. К концу хода поршня 25 масляного амортизатора 17 шток 20 придет в начальное положение и снимет нагрузку.


